Strona 1 z 1
Pomoc w zrozumieniu programu
: 04 wrz 2013, 21:03
autor: Seasi
Witam serdecznie. Nie wiem czy dobrze trafiłem jeżeli chodzi o kategorię pytania, ale zmuszony jestem poprosić kogoś o pomoc. Pracuję na tokarkach z osią C i niekiedy zdarza mi się używać oprawek obrotowych. Mimo tego że udaje mi się sukcesywnie wykonywać detale nie do końca rozumiem samego programu. Przytoczę taki przykładowy program:
N4(FREZOWANIE szesciokata FREZ 12MM)
G0T0909
M110
SB=3100 M13
G94
G17
G137 C=0
G0 Z5.X-21.14 Y51.497
Z2. M8
G101 Z-19.8 F10000
G103 X-9.93 Y43.2 L16.047 F1400
G101 X9.93
G102 X32.447 Y30.2 L26.
G101 X42.378 Y13.
G102 Y-13. L26.
G101 X32.447 Y-30.2
G102 X9.93 Y-43.2 L26.
G101 X-9.93
G102 X-32.447 Y-30.2 L26.
G101 X-42.378 Y-13.
G102 Y13. L26.
G101 X-32.447 Y30.2
G102 X-9.93 Y43.2 L26.
G103 X-6.813 Y44.522 L4.337
G0 Z5. M9
G136
M12
G64
G95
G0G90X500Z250
M109
M30
Dodam że jest to na okumie. Interesują mnie osie x i y w tym przypadku. Możecie pomoc mi zrozumiec poszczególne ruchy robocze narzedzia jezeli chodzi o układ współrzednych? Mam nadzieje ze wystarczajaco zrozumieliscie do czego dązę:) Chciałbym zrozumiec kazdy ruch roboczy narzedzia
: 05 wrz 2013, 15:10
autor: wiecmar
Witam,
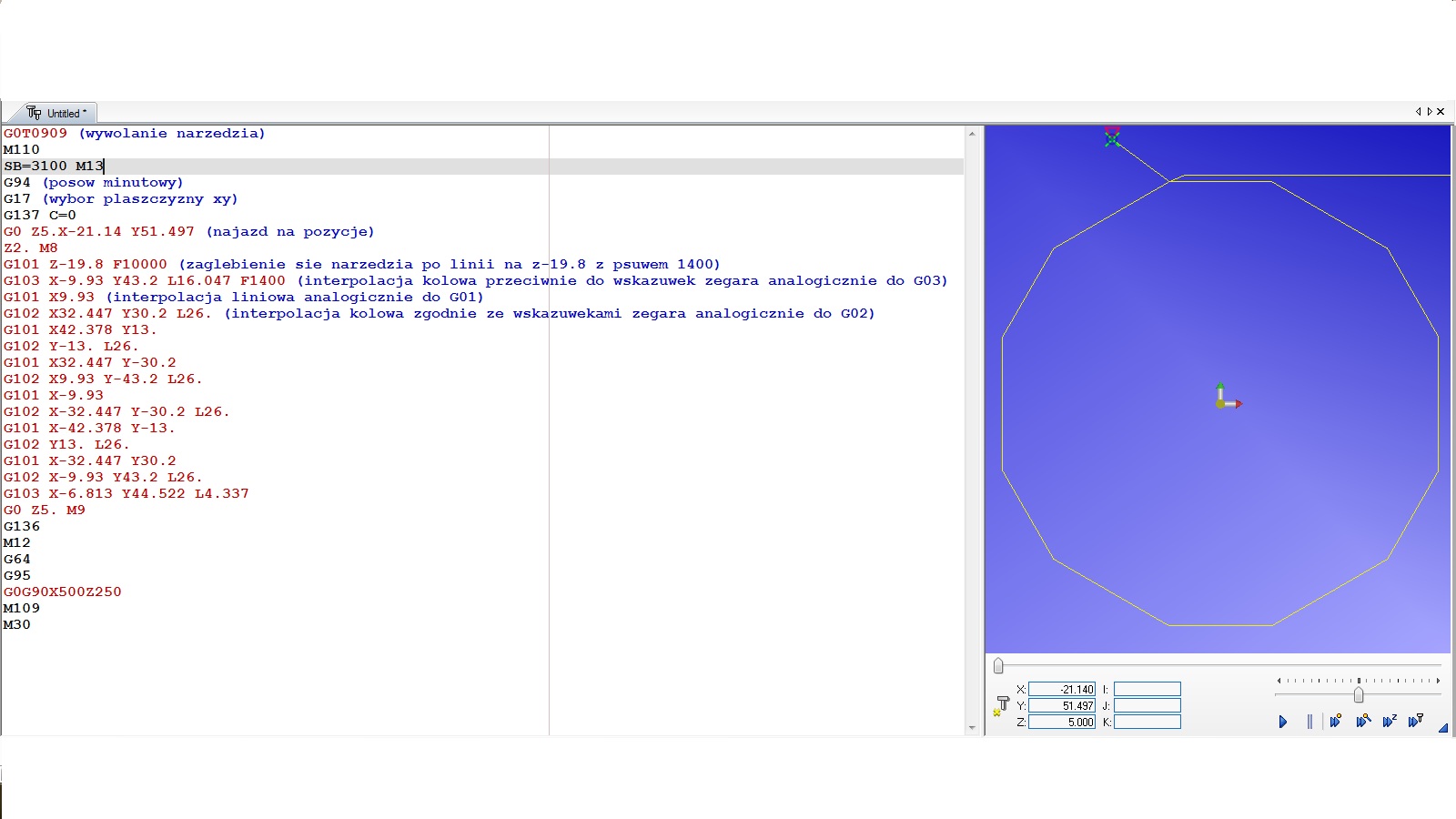
na zdjęciu jest trochę wyjaśnione o co chodzi w tym programie.
Nie do końca wiem co oznacza L ale wydaje mi się że jest to promień. Może coś Ci to pomoże.
: 05 wrz 2013, 16:15
autor: Seasi
L to to samo co R. To co napisałeś wiem tylko chodziło mi o to czy można to jakoś przełożyć na wartości X bo w trakcie obrobki widzimy wlasnie takie wartosci. Chciałbym zrozumiec jak to sie przekłada z Y na X. No ale chyba nie ma osob które mnie zrozumieja:D
: 06 wrz 2013, 20:43
autor: wiecmar
Jeśli chodzi Ci o to żeby przełożyć współrzędne X i Y na X to nie jest takie proste bo to nie jest tylko X ale razem ze sobą współgra oś X i C i w zależności od tego co jest frezowane to się zmieniają wartości osi X i C czyli w zależności co jest frezowane to przy zmianie kąta osi C, X zmiena sie na + lub na -. A wartości X i Y są najprawdopodobniej na Twoim sterowaniu (bo u mnie na pewno) są liczone od środka frezowanej figury.
Pozdrawiam
: 06 wrz 2013, 20:47
autor: Seasi
No własnie nie jest od srodka i dlatego mnie to dziwi. Bo na przyklad sześciokąt ma szerokosc 105mm a wartości X w trakcie programu np 32. Dlatego sie zastanawiam z czego to wynika. Czy z tego jak został program napisany czy z czegos innego
: 08 wrz 2013, 13:39
autor: WZÓR
Seasi pisze:Witam serdecznie. Nie wiem czy dobrze trafiłem jeżeli chodzi o kategorię pytania, ale zmuszony jestem poprosić kogoś o pomoc. Pracuję na tokarkach z osią C i niekiedy zdarza mi się używać oprawek obrotowych. Mimo tego że udaje mi się sukcesywnie wykonywać detale nie do końca rozumiem samego programu. Przytoczę taki przykładowy program:
N4(FREZOWANIE szesciokata FREZ 12MM)
(...)
Dodam że jest to na okumie. Interesują mnie osie x i y w tym przypadku. Możecie pomoc mi zrozumiec poszczególne ruchy robocze narzedzia jezeli chodzi o układ współrzednych? Mam nadzieje ze wystarczajaco zrozumieliscie do czego dązę:) Chciałbym zrozumiec kazdy ruch roboczy narzedzia
@wiecmar wykonał symulację , ja umieściłem punkty w układzie współrzędnych XY i jak widać , Twój program ( kontur w nim opisany) znacznie odbiega od sześciokąta.
http://fotoo.pl/show.php?img=607336_bez ... u.jpg.html
Seasi pisze:No własnie nie jest od srodka i dlatego mnie to dziwi. Bo na przyklad sześciokąt ma szerokosc 105mm a wartości X w trakcie programu np 32. Dlatego sie zastanawiam z czego to wynika. Czy z tego jak został program napisany czy z czegos innego
..... jest / powinien być do środka.
Sześciokąt / kwadrat programujesz w układzie XY .
Tokarka ma funkcję , która przekształca z układu ortokartezjańskiego na układ biegunowy i pozwala użytkownikowi programować kolejne bloki współrzędnych kartezjańskich XY, które układ sterowania automatycznieprzekształca na współrzędne biegunowe XC.
Komendy położenia X, Y są przekształcane na ruch obrotowy osi C i ruch liniowy osi X.
.... i tyle z teorii.
Mariusz.
: 08 wrz 2013, 16:38
autor: Seasi
Jak sama przekształca to nie da sie tego przełozyc w prosty sposob, dzieki za pomoc. A program podany robi idealny szesiokat. Nie wiem jakim cudem wam wyszedl dwunastokat.
: 08 wrz 2013, 17:41
autor: WZÓR
Seasi pisze:Jak sama przekształca to nie da sie tego przełozyc w prosty sposob, dzieki za pomoc....
Tokarka domyślnie pracuje w płaszczyźnie G18 , a program na sześciokąt masz napisany w płaszczyźnie G17 .
Jak Tobie to wytłumaczyć jak nie znasz podstaw programowania .... , tak tylko myślę.

...A program podany robi idealny szesiokat. Nie wiem jakim cudem wam wyszedl dwunastokat.
Na jakie sterowanie jest ten program ?
Mariusz.
: 09 wrz 2013, 19:30
autor: Seasi
Wiem o tym ze G17 to jes zmiana plaszczyzny i uklad wspolrzednych X Y jak na frezarke. Na okume
: 20 wrz 2013, 14:55
autor: doniu
Witam
Latwiej by bylo jak bys podal szerokosc szejsciokatu SW.
Program pokazuje 12-kat bo niema dodanej kompensacji ostrza, i scierzka natrzedzia
tak naprawde jest inna .
Z pewnoscia jak odjol bys promien narzedzia od wspolrzednych to powinno wyjsc cos co
przypomina twoj szejsciokat.
A dodam jeszcze ze na tokarkach czesto opisuje sie X lub Y o polowe wartosci.
{kind=link}