Strona 1 z 2
Pomoc dla totalnego laika
: 30 wrz 2012, 21:50
autor: LUK4344
Witam,
Dopiero rozpoczynam przygodę z cnc, urządzenie będę wykorzystywał do wycinania otworów w frontach obudów i teraz pytanie:
Czy chcąc wyciąć w płytce o grubości powiedzmy 2mm otwór prostokątny i kilka małych otworów okrągłych napuszczonych pod łby śrub, potrzebuję znać g-kody, czy mogę to narysować w jakimś programie i przetworzyć na g- kody?
pewnie to banalne pytanie, ale od czegoś trzeba zacząć:)
pozdrawiam
Łukasz
: 30 wrz 2012, 22:01
autor: ElSor
Oczywiscie ze mozna np w InkScape, DraftSigt (darmowe) i wielu innych do grafiki wektorowej oraz CAD, CAM ...
: 30 wrz 2012, 22:01
autor: dance1
: 30 wrz 2012, 22:10
autor: LUK4344
Dzięki,
Właśnie walczę z programem DraftSigt ale niestety też nigcy nie miałem do czynienia z grafiką wektorową i jakoś nie bardzo mi to idzie.
W jakim formacie powinien dać się zapisać projekt żeby można go było później odczytać np w mach3?
: 01 paź 2012, 22:07
autor: bob35
Najszybciej nauczysz się g kodów.
: 08 paź 2012, 07:47
autor: Majster70
bob35 pisze:Najszybciej nauczysz się g kodów
Też mi się tak wydaje, do prostych rzeczy to dobre rozwiązanie. Najprościej by było, jak obrabiarka miałaby w sterowaniu jakiś prosty program Cam do otworów itd, ale nie każda ma.
Re: Pomoc dla totalnego laika
: 09 paź 2012, 16:52
autor: WZÓR
LUK4344 pisze:Witam,
Dopiero rozpoczynam przygodę z cnc, urządzenie będę wykorzystywał do wycinania otworów w frontach obudów i teraz pytanie:
Czy chcąc wyciąć w płytce o grubości powiedzmy 2mm otwór prostokątny i kilka małych otworów okrągłych napuszczonych pod łby śrub, potrzebuję znać g-kody, czy mogę to narysować w jakimś programie i przetworzyć na g- kody?
pewnie to banalne pytanie, ale od czegoś trzeba zacząć:)
pozdrawiam
Łukasz
1. Wywierć wstępny otwór.
2. ,,Złap'' bazy.
3. Frezuj do woli ..... tylko nie wiem , czy
mach 3 to przyjmie.

%
O01001
#1= 20. (SERDNICA)
#2= 10 (GLEBOKOSC -Z)
#3= 0.05 (START +Z)
#4= 4 (SCHODZENIE)
#6= 1500 (OBROTY)
#7= 5 (nr NARZEDZIE)
#8= 500 (POSOW)
#13= 1 (ILE BAZ)
(program wykonuje srednice w kilku otworach)
M08
(nie zmieniac dalej)
G90
G17
G80
G40
G91 G28 Z0
G90
IF [ #4 GT #2 ] GOTO30
IF [ #13 GT 5 ] GOTO30
IF [ #13 LT 0 ] GOTO30
IF [ #7 EQ 1 ] GOTO30
#1= [ #1 / 2 ]
WH [ #13 GT 0 ] DO2
G [ #13 + 53 ]
#13= [ #13 - 1 ]
M06 T#7
G43 H#7
M03 S#6
G00 X0 Y0
G00 Z20.
#9= [ #3 + 2 ]
#12= #4
G00 Z#9
G01 Z#3 F#8
G41 D#7 G01 X - [ #1 ] Z [ #3 ]
WH [ #2 GT #12 ] DO1
G03 X - [ #1 ] Y0 Z - [ #12 ] I#1 J0
#12= [ #12 + #4 ]
END1
G03 X - [ #1 ] Y0 Z - [ #2 ] I#1 J0
G03 X - [ #1 ] Y0 I#1 J0
G40 G01 X0 Y0
G00 Z20.
END2
N30 M09
M05
G28 G91 Z0
G28 Y0
G40
G00 G49
G90
M30
%
P.S.
Na Haas śmiga bez problemu.
Mariusz.
: 09 paź 2012, 20:44
autor: kamar
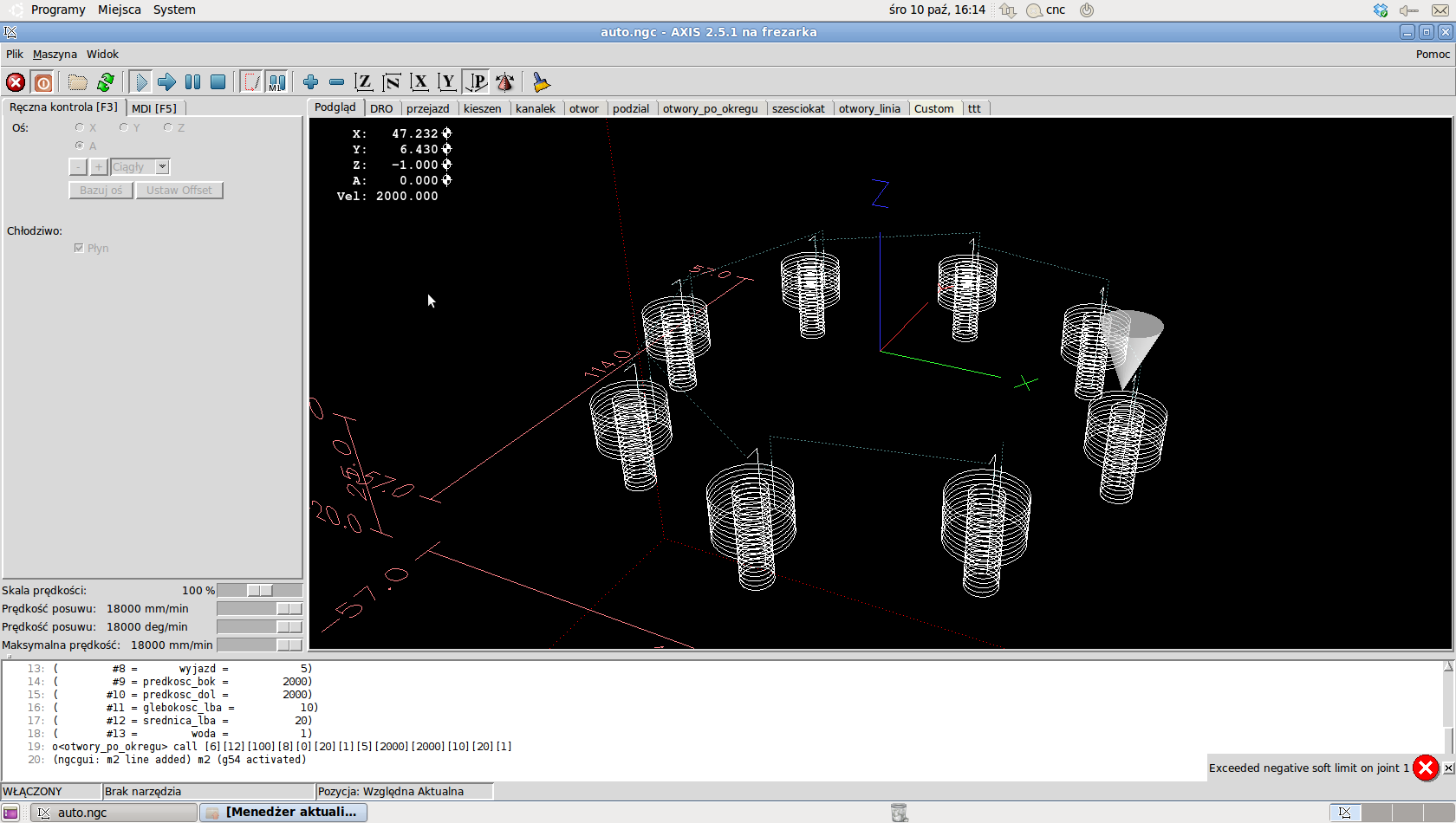
A tu masz otwory po okregu, dowolnym frezem, dowolnej średnicy, na dowolnym okregu z ewentualnym chowaniem łba sruby. Na machu nie pójdzie ale ciekawe jak z Hassem

Kod: Zaznacz cały
( ------------------------------ )
( O T W O R Y P O O K R E G U )
( ------------------------------ )
( Kamar )
( Time-stamp: <2012-09-17 07:42> )
( ------------------------------ )
( USTAWIENIA )
( ------------------------------ )
(info: Wycinanie otworów po okręgu)
o<otwory_po_okregu> sub
#<frez> = #1 (=6 frez)
#<sr_otworu> = #2 (=6 średnica otworu)
#<srednica> = #3 (=100 średnica )
#<il_otworow> = #4 (=5 ilosc otworow )
#<kat_poczatkowy> = #5 (=0 kąt początkowy)
#<glebokosc> = #6 (=20 glebokosc ABS)
#<skok> = #7 (=2 skok)
#<wyjazd> = #8 (=5 wyjazd)
#<predkosc_bok> = #9 (=60 prędkość bok)
#<predkosc_dol> = #10 (=30 prędkosć dół)
#<glebokosc_lba> = #11 (=0 gł. łba)
#<srednica_lba> = #12 (=0 śr. łba)
#<woda> = #13 (=1 Woda: 1 - wł, 0 - wył)
( ------------------------------ )
#<glebokosc> = [#<glebokosc> * -1] ( glebokosc )
#<promien> = [#<srednica> / 2] ( promien )
#<kat> = [360 / #<il_otworow>] ( kat )
#<akt_otwor> = 0 ( aktualny otwor - od 0)
#<glebokosc_lba> = [#<glebokosc_lba> * -1]
#<przesuniecie> = [[#<sr_otworu > / 2] - [#<frez> / 2]]
#<przesuniecie_lba> = [[#<srednica_lba> / 2] - [#<frez> / 2]]
( ustawiam pozycję startowa )
( G0 X#<promien> Y0 Z#<wyjazd> )
o100 while [#<akt_otwor> LT #<il_otworow>]
#<akt_kat> = [[#<akt_otwor> * #<kat>] + #<kat_poczatkowy>] ( kat * otwor )
#<poz_x> = [COS[#<akt_kat>] * #<promien>] ( X to RcosA )
#<poz_y> = [SIN[#<akt_kat>] * #<promien>] ( Y to RsinA )
g17 G21 G61
G0 X#<poz_x> Y#<poz_y> ( ustawiam pozycje )
G0 Z#<wyjazd>
( ------------------------------ )
( OPERACJA )
( ------------------------------ )
m3 s1
o1 if [#<woda> eq 1]
m8
o1 endif
o105 if [#<sr_otworu> gt #<frez>]
( frezuję )
#<akt_glebokosc> = 0
o20 while [#<akt_glebokosc> GT #<glebokosc>]
#<akt_glebokosc> = [#<akt_glebokosc> - #<skok>] ( ustalenie glebokosci )
( jezeli nizej limitu to jade max )
o30 if [#<akt_glebokosc> LT #<glebokosc>]
#<akt_glebokosc> = #<glebokosc>
o30 endif
g1 x[#<poz_x>] y[#<poz_y> + #<przesuniecie>] F#<predkosc_bok>
g1 z[#<akt_glebokosc>] F#<predkosc_dol>
g2 x[#<poz_x>] y[[#<poz_y> + #<przesuniecie>]] i0 j[#<przesuniecie> * -1]
(g0 y[#<poz_y>])
o20 endwhile
o105 else
G83 X#<poz_x> Y#<poz_y> Z#<glebokosc> R1 q2 F#<predkosc_dol>
o105 endif
G0 Z#<wyjazd>
( wybieram leb )
#<akt_glebokosc_lba> = 0
o110 if [#<glebokosc_lba> LT 0]
#<akt_glebokosc_lba> = 0
g0 z0
o120 while [#<akt_glebokosc_lba> GT #<glebokosc_lba>]
#<akt_glebokosc_lba> = [#<akt_glebokosc_lba> - #<skok>] ( ustalenie glebokosci )
( jezeli nizej limitu to jade max )
o130 if [#<akt_glebokosc_lba> LT #<glebokosc_lba>]
#<akt_glebokosc_lba> = #<glebokosc_lba>
o130 endif
g0 x[#<poz_x>] y[#<poz_y> + #<przesuniecie_lba>] F#<predkosc_bok>
g1 z#<akt_glebokosc_lba> F#<predkosc_dol>
g2 x[#<poz_x>] y[[#<poz_y> + #<przesuniecie_lba>]] i0 j[#<przesuniecie_lba> * -1]
(g0 y[#<poz_y>] )
o120 endwhile
( g0 y[#<poz_y>])
g0 z#<wyjazd>
o110 endif
( ------------------------------ )
( ------------------------------ )
#<akt_otwor> = [#<akt_otwor> + 1] ( nastepny otwor )
o100 endwhile
g0 z#<wyjazd>
o<otwory_po_okregu> endsub
: 10 paź 2012, 11:01
autor: hecza
kamar pisze:A tu masz otwory po okregu, dowolnym frezem, dowolnej średnicy, na dowolnym okregu z ewentualnym chowaniem łba sruby. Na machu nie pójdzie ale ciekawe jak z Hassem
Kod: Zaznacz cały
( ------------------------------ )
( O T W O R Y P O O K R E G U )
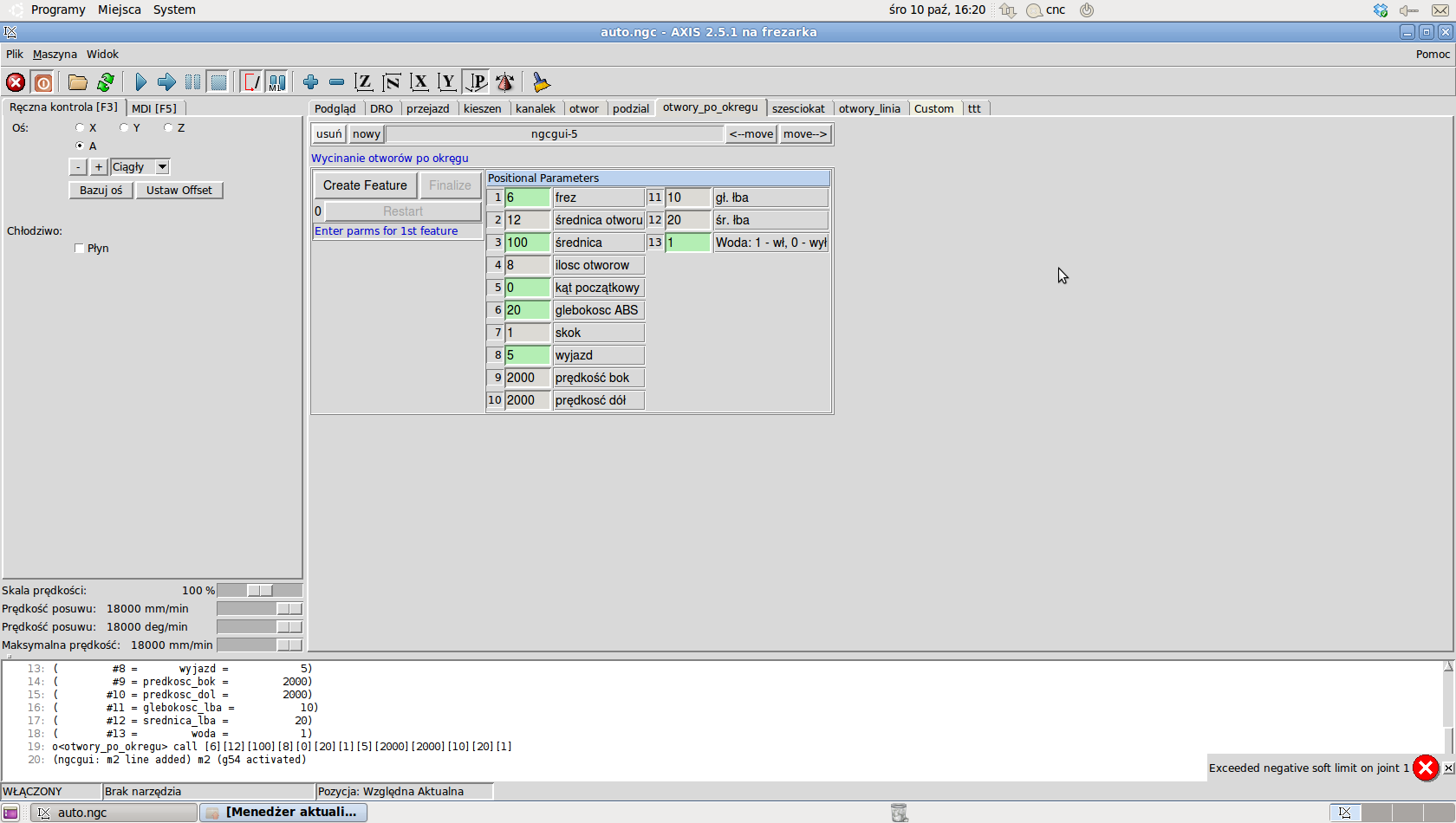
U mnie na symulatorze LinuxCNC 2.5.1 wygląda na to, że frez pierwszą "rundę" pod otwór do chowania śruby robi w powietrzu na Z=1 i wpisana w tabelce głębokość jest zaniżona o (1 + skok).
Jeśli się to wie można sobie dodać, ale......
Pozdrawiam
: 10 paź 2012, 12:42
autor: kamar
Możliwe. Wklejałem z domowego symulatora. W wolnej chwili zciągnę z maszyn.
[ Dodano: 2012-10-10, 16:19 ]
Sprawdziłem, działa dobrze, może masz z configami inaczej.
Przy takich parametrach :