



Zapytam z ciekawosci - nie trzeba zmieniac kata w stopniach na radiany aby wyniki funkcji COS i SIN byly prawidlowe ?kamar pisze:#<kat> = [360 / #<il_otworow>] ( kat )
...
#<akt_kat> = [[#<akt_otwor> * #<kat>] + #<kat_poczatkowy>] ( kat * otwor )
#<poz_x> = [COS[#<akt_kat>] * #<promien>] ( X to RcosA )
#<poz_y> = [SIN[#<akt_kat>] * #<promien>] ( Y to RsinA )
Pomoc dla totalnego laika
-
ElSor
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 2
- Posty: 111
- Rejestracja: 29 gru 2008, 01:17
- Lokalizacja: Ozimek
Tagi:


-
hecza
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 403
- Rejestracja: 06 mar 2012, 13:25
- Lokalizacja: Częstochowa
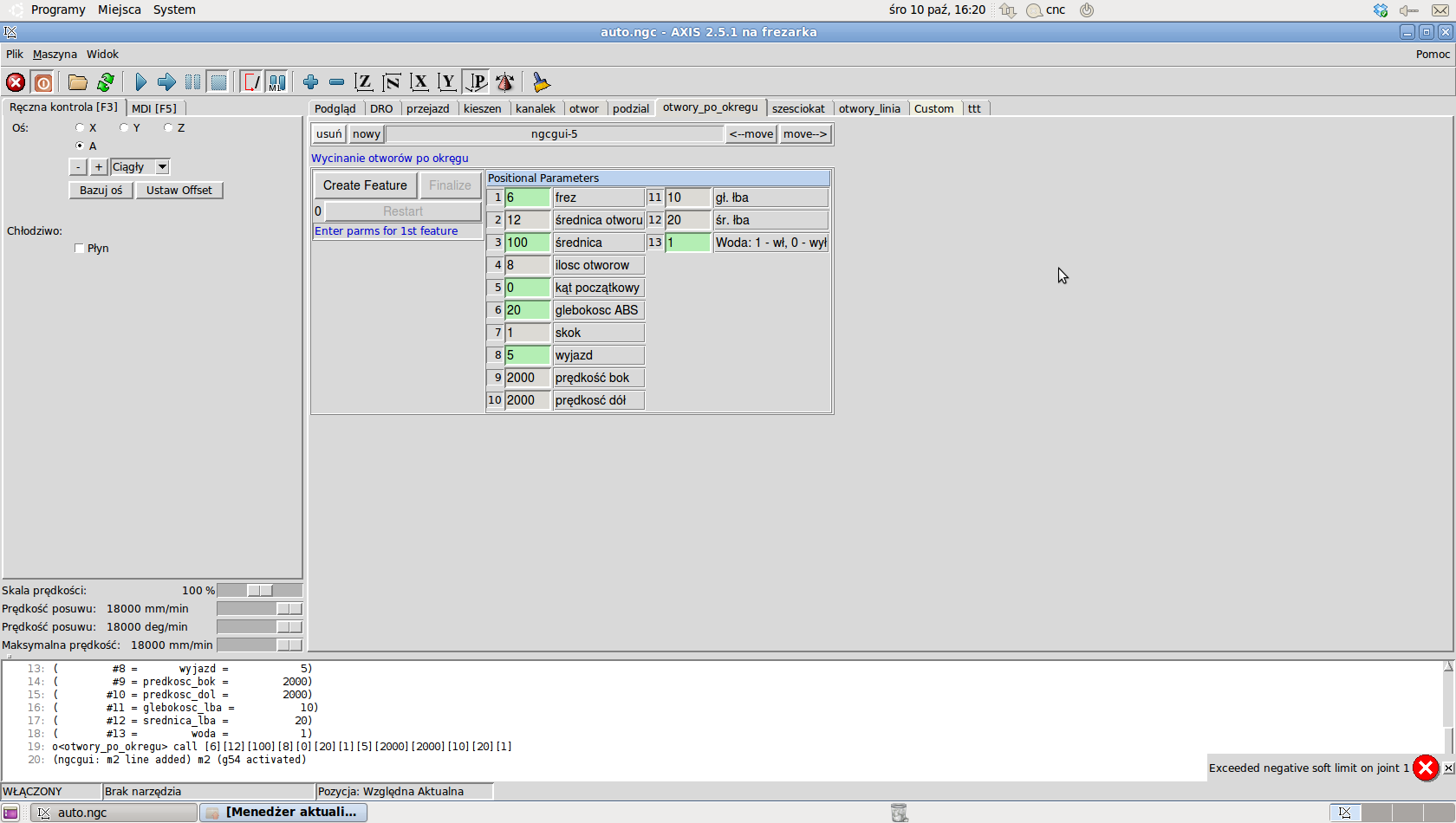
Jeśli będzie mi to potrzebne do życia, lub będę się nudził to sprawdzę ale na pierwszy rzut oka to wydaje mi się, że zamieszczony kod to może jakaś inna wersja pliku, bo zrzut ekranowy ma 13 pozycji w tabelce, a w kodzie jest 12 (jesli dobrze widzę ).kamar pisze:Możliwe. Wklejałem z domowego symulatora. W wolnej chwili zciągnę z maszyn.
[ Dodano: 2012-10-10, 16:19 ]
Sprawdziłem, działa dobrze, może masz z configami inaczej.
Przy takich parametrach :
Dzięki za zamieszczenie przykładu.
W nadchodzące zimowe wieczorki postaram się wciągnąć w pisanie procedurek, aby nie tylko marudzić ale może uda mi się konstruktywnie pomagać.
Pozdrawiam
")
-
MoldMichal
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 1
- Posty: 307
- Rejestracja: 03 mar 2012, 12:04
- Lokalizacja: Częstochowa
-
mariannam88
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 1
- Rejestracja: 29 lis 2012, 11:04
- Lokalizacja: wrocław

")






