Prośba o sprawdzenie kodu
: 29 sie 2012, 22:53
To mój absolutnie pierwszy program w g-code, niestety nie działa jak chcę w Mach-u 3
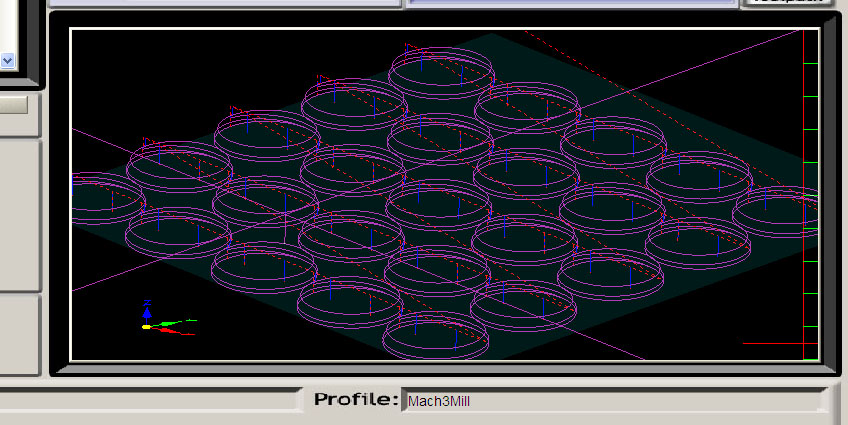
Na razie bawię się w symulatorze, zanim zacznę coś robić na maszynie. Problem z tym programem jest taki, że w CIMCO Edit wyświetla się i działa jak chciałem, ale Mach3 już wyświetla mi jakieś "pierścienie saturna" zamiast ułożonych obok siebie elementów w szyku 5 na 5.
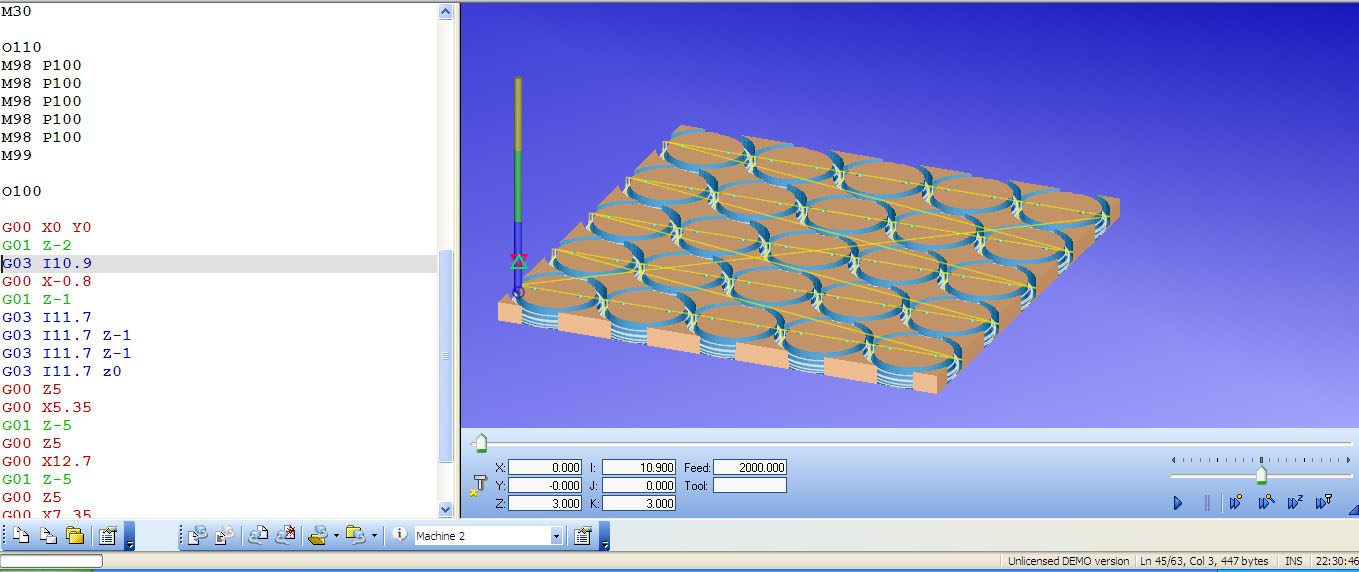
Użyłem tu pozycjonowania względnego i według moich założeń podprogram rysuje po każdym wywołaniu element na nowej pozycji, ale w Mach-u okręgi rysują się w jednym miejscu, tylko są coraz większe. Tylko komendy G00 i G01 wyglądają na prawidłowo rozmieszczone. Przy uruchomieniu programu oś Z stoi w miejscu.
Co robię nie tak?
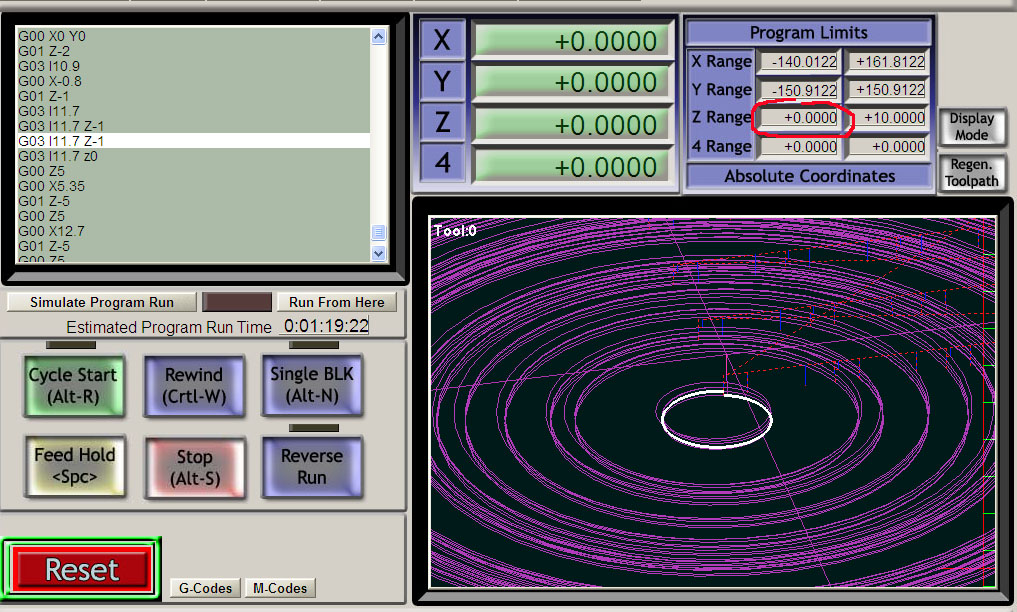
Z tym nieruchomym Z to pewnie dlatego, że limit jest ustalony jak na rysunku, a Z-tka w programie zjeżdża mi poniżej, ale nie wiem jeszcze gdzie to przestawić.
Kod: Zaznacz cały
G91
G54
G40
G80
G94
G17
G21
T0 M6
G97 S10000
F1000
G00 Z10
G00 Z-5
(wycinanie 5 serii obok siebie)
M98 P110
G00 X-123 Y24.6
M98 P110
G00 X-123 Y24.6
M98 P110
G00 X-123 Y24.6
M98 P110
G00 X-123 Y24.6
M98 P110
G00 X-123 Y-98.4
G00 Z5
M30
O110 (wycinanie 1 serii)
M98 P100
M98 P100
M98 P100
M98 P100
M98 P100
M99
O100 (wycinanie elementu)
G00 X0 Y0
G01 Z-2
G03 I10.9
G00 X-0.8
G01 Z-1
G03 I11.7
G03 I11.7 Z-1
G03 I11.7 Z-1
G03 I11.7 z0
G00 Z5
G00 X5.35
G01 Z-5
G00 Z5
G00 X12.7
G01 Z-5
G00 Z5
G00 X7.35
M99
Użyłem tu pozycjonowania względnego i według moich założeń podprogram rysuje po każdym wywołaniu element na nowej pozycji, ale w Mach-u okręgi rysują się w jednym miejscu, tylko są coraz większe. Tylko komendy G00 i G01 wyglądają na prawidłowo rozmieszczone. Przy uruchomieniu programu oś Z stoi w miejscu.
Co robię nie tak?
Z tym nieruchomym Z to pewnie dlatego, że limit jest ustalony jak na rysunku, a Z-tka w programie zjeżdża mi poniżej, ale nie wiem jeszcze gdzie to przestawić.