ADATA pisze: ↑28 sie 2022, 18:41
chodzi mi o ruchy techy dwóch narzędzi po prawej
raz ruchy odjeżdżająca i dojeżdżające są takie same a innym razem ruchy dojeżdżające są szybsze
Jeżeli wszystkie osie są liniowe, to musi chodzić o modalność parametru F.
Modalne są te kody lub parametry, które obowiązują od wywołania do odwołania, czasem przez cały program, a czasem nawet dłużej...
Zdarza się że kody lub parametry modalne "przechodzą" z poprzedniego programu do następnego.
Dlatego pisałem, że parametr F powinien być wywołany najpóźniej w pierwszej linii zawierającej G1 (też kod modalny).
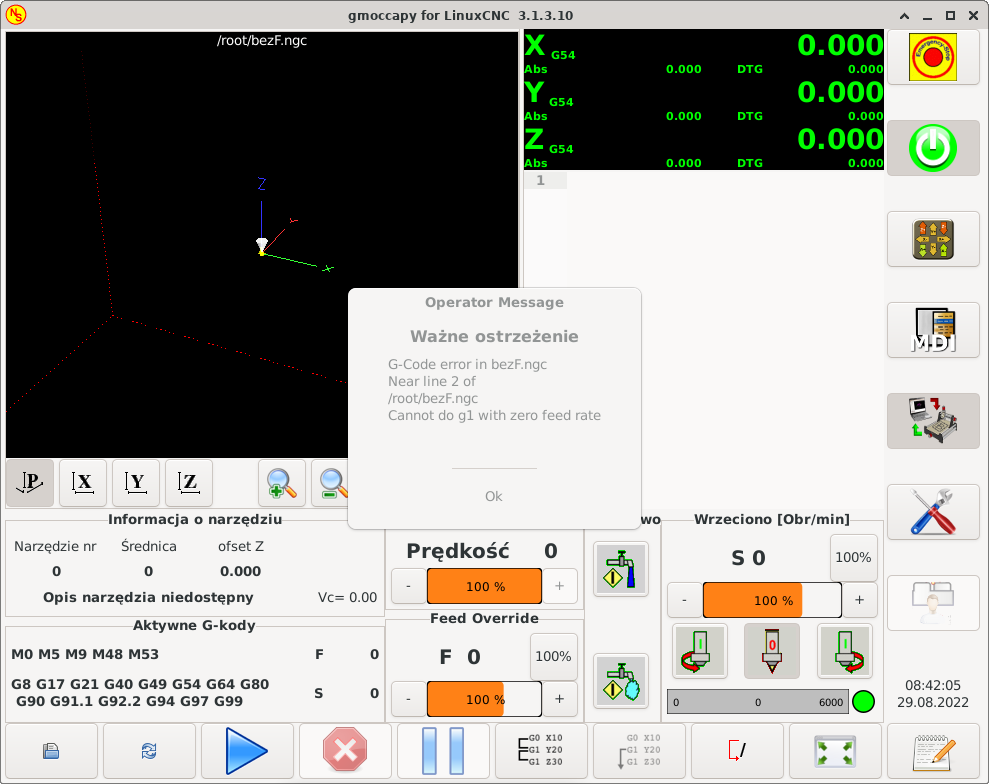
W innym wypadku wywołujesz ruch z nieokreśloną prędkością, może to być wartość niejawnie ustawiana na początku programu przez sterowanie, albo wartość która pozostała po ostatnio wykonywanym programie.
Kod G1 bez F znaczy tyle, żeby jechać tak szybko jak dotychczas.
Parametr F może występować dowolną ilość razy, każde jego wystąpienie odwołuje poprzednie, możesz go umieścić nawet w każdej linii.