")
Potrzebuję zaprogramować w systemach JASNAC MX1, MX2 , MX3 pętle programu.
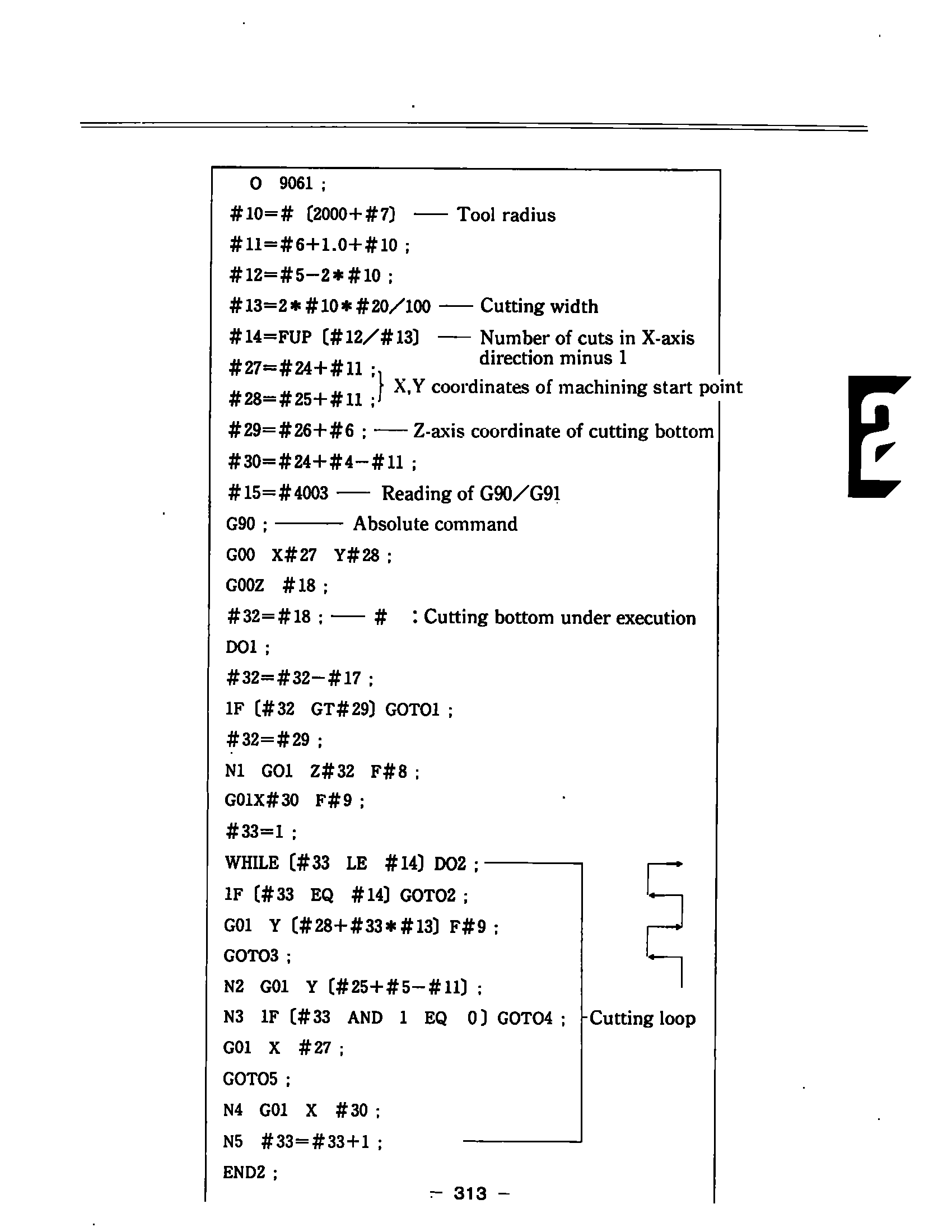
FANUC jest prawie identyczny w programowaniu wiec podglądnąłem na forum i znalazłem że, daje się GOTO oraz można wstawić funkcję IF[#10 GE # #11] GOTO... i wyjdzie mi z pętli w odpowiednim momencie po przeliczeniu ilości przejazdów.
Zrobiłem prosty program i niestety na początku wyrzuca błąd na bloku #10=0;
Czy ktoś wie jak to w jasnacu zrobić?
Dodam że, na tą chwile używam podprogramów ale chce odejść od tego systemu programowania bo zamieszanie się robi biorąc pod uwagę że każdy program główny ma kilka podprogramów i bywa że podprogram ma też swój podprogram.
A mając steki programów głównych tych plików (podprogramów) trochę się robi