




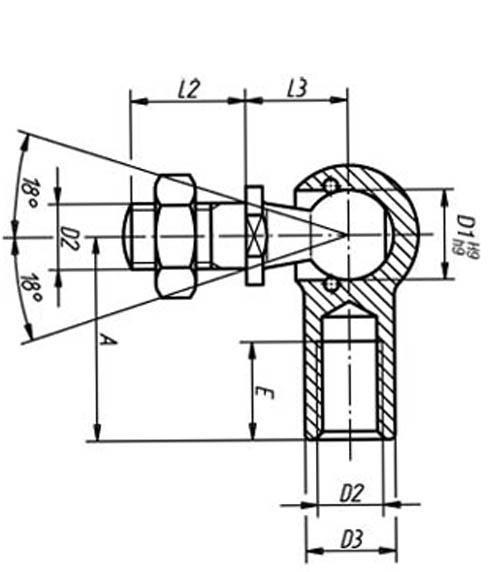
produkuję końcówki cięgien do linek DIN 71802, są to przeguby kulowe które każdy z Was ma zamontowane np. przy gaźniku. Wiadomo, przegub ten cały czas pracuje i jest narażony na tarcie. Kiedy kula porusza się (radialnie) trze o seger, który trzyma ją w jarzmie/ gnieździe. I po jakimś czasie z kuli powstaje niesymetryczna bryła.
Postanowiłem więc zmienić stal z automatowej na gatunkową 45 do ulepszania cieplnego, i nie mogę sobie poradzić z problemem chropowatości kuli, posiada ona na obwodzie nieregularne kształty dochodzące nawet do 0,05mm (paski). Powstaje problem jak się ich pozbyć...
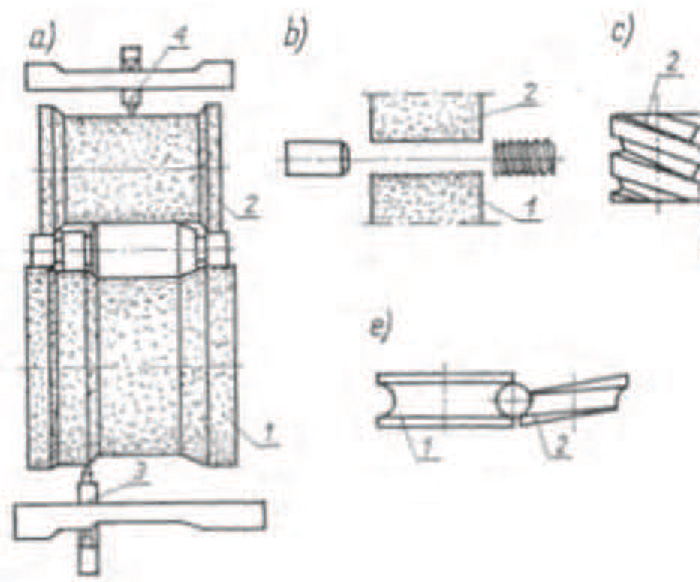
Myśle o zakupie szlifierki bezkłowej, ALE CZY JEST NA NIEJ MOŻLIWE SZLIFOWANIE KULI?
- czy można wykonać prowadnicę obciągacza na tyle dokładnie aby nadać ściernicy pożądaną kulistość?
Pozdrawiam,
Za wszelką pomoc dziękuję.



")
")
")




