Strona 1 z 2
Projekt wrzeciona wiertarsko-frezarskiego, bicie
: 13 cze 2017, 22:45
autor: Bodzio1
Witam Wszystkich
To mój pierwszy post na tym forum aczkolwiek sporo czasu poświęciłem na jego przeglądniecie i ogólne "grzebanie" w internecie na tematy wszystkich tutaj nurtujące.
Generalnie mam w zakładzie bardzo dużo wiercenia kształtowników (maksymalna długość 4 metry). W związku z tym przymierzam się, bardzo powoli, do budowy wiertarki z łożem około 4 metry i jeżdżącą małą bramą z wrzecionem wiertarskim (z możliwością lekkiego frezowania). Maksymalne przesunięcie osi otworów względem zadanych współrzędnych - 0,1 mm byłoby super jak dla mnie.
Biorąc to pod uwagę, moje rozmyślania o maszynie rozpoczęły się od wrzeciona i teraz wybór kupne (wiem, że Ibermach sprzedaje całe moduły wrzecion) lub samodzielnie zaprojektowane i zlecone do obróbki. Uprzedzając uwagi o opłacalności wykonania jednostkowego wrzeciona - mogę wziąć pod uwagę wykonanie np. 4 naraz ponieważ przydadzą się do drobniejszych projektów (drobniejsza wiertarka kolumnowa typowo pod jakieś nasze elementy itp).
Natomiast do meritum... W przypadku kiedy miałbym sam zaprojektować wrzeciono (zakładając na potrzeby postu że nie będzie z tym problemu) to mam pytanie wynikające z faktu, że bardzo mało znam się na samej obróbce i jej możliwościach. Także pierwsze pytanie:
1 pytanie: Jakie bicie promieniowe standardowo mają w gnieździe ISO40 wrzeciona frezarskie średniej klasy frezarek.
2 pytanie: jakie maksymalne bicie ja mógłbym zadać wykonawcy wrzeciona (mowa o samym wałku i biciu gniazda ISO40 względem powierzchni pod łożyska), żeby realnie był w stanie to osiągnąć?
3 pytanie: Jaki mógłby być koszt wykonania wrzeciona (samego wałka) bądź też możliwe koszty w zależności od technologi (np. ze szlifowaniem lub bez)?
Mam nadzieję, że wszystko opisałem w sposób zrozumiały

Z góry dzięki za odpowiedzi. Jeśli temat pójdzie w stronę, że warto za coś takiego wziąć się samemu to być może wyrósł by z tego jakiś ciekawy projekt. Mógłbym wtedy docelowo poświęcić na ten projekt np. 25 tys zł na samą mechanikę do tego mam stół spawalniczy, dostęp do wyżarżania i jakieś tam zaplecze techniczne aczkolwiek bez frezarki i tokarki - czego można się domyślić po moich pytaniach
: 21 cze 2017, 23:41
autor: Yarec
Producent: CMT UTENSILI - TULEJE ZACISKOWE ER32 DO UCHWYTÓW CNC
Tuleje ER32 pasują do uchwytów narzędziowych takich jak: HSK 63F DIN 69893, ISO 30 oraz MK2 na tuleje ER 32. (DIN6499)
Tuleje zaciskowe wraz z uchwytem cnc pasują do maszyn cnc takich producentów jak:
Homag, Eima, Biesse, Scm, Ima, Weeke, Dubus, Busellato, Morbidelli, Masterwood, Uniteam, Felder, Houfek, Reichenbacher
Bicie: 15-20 µm, reszta zalezy od samego wrzeciona.
Lepiej jednak rozważ kupno gotowego elektrowrzeciona (ok.2kW) a nie zlecenie wykonania.
[ Dodano: 2017-06-22, 01:24 ]
Pomyśl nad zmianą koncepcji "maszynerii" - czy nie lepiej mieć wrzeciono na stałej bramie/ramieniu a przemieszczać na rolkach profile/kształtowniki (bo chyba nie wszystkie mają po 4 m) Będzie łatwiej, stabilniej i więcej miejsca w warsztacie, łatwość przemieszczenia maszyny pomijam. A takie cudo można łatwo wykonać z wiertarki kolumnowej.
: 22 cze 2017, 18:43
autor: Bodzio1
Yarec, dzięki za odpowiedź, już myślałem, że temat pozostanie bez odzewu.

Rzeczywiście wykonanie raczej nie będzie opłacalne - znalazłem moduły wrzecion na alibaba.com i producent podaje bicie stożka wewnętrznego pod BT30 max 0,003mm, do tego wyważanie itp. Myślę, że wykonanie takiego wrzeciona mogłoby kosztować 2 razy więcej lub może nawet lepiej... pomijając kwestię projektowania a to też mogłoby różnie wyjść.
Znalazłem np wrzeciono takie jak poniżej, co prawda wolałbym gniazdo ISO40 natomiast cena tego wrzeciona, gabaryty wydają się bardzo korzystne (jest to generalnie pierwsze lepsze jakie w miarę mi "spasowało)
https://www.alibaba.com/product-detail/ ... 7.html?s=p
Ogólnie myślałem, żeby było zasilane pasem (jak silnik zacznie padać to prędzej sobie z tym poradzę) czy myślicie, że jednak lepiej elektrowrzeciono z pełnym układem już w środku?
Jeśli chodzi o Twoją koncepcję to myślałem też o niej i na pewno ma ona bardzo duże plusy względem długiego łoża i przesuwnej bramy. Natomiast jest kilka kwestii, których się obawiam w tej koncepcji:
1. dokładność pozycjonowania w momencie kiedy jest kilkanaście otworów na profilu i w rolki mogą wejść jakieś wióry, spadek tarcia pomiędzy rolką prowadzącą a profilem itp aczkolwiek myślę, że realne jest rozwiązanie tego problemu
2. często zdarzają się nam profile gdzie są np tylko 4 otwory, i myślałem przy wcześniejszym rozwiązaniu, żeby wrzucać kilka profili naraz i wtedy maszyna wierciłaby wszystkie identycznie.
Jednakże mimo wszystko nie zamykałbym tematu tej koncepcji ponieważ tak jak mówisz ma swoje plusy (dość znaczące) w tym ten, że pod względem technologicznym myślę, że łatwiej by nam było zrobić taką maszynę o dużej sztywności. No i jeśli miałaby na prawdę dużą szybkość to w sumie punkt nr2 nie jest aż takim problemem - po prostu ktoś cały czas byłby przy niej i wymieniał profile.
Co w ogóle myślicie o takim wrzecionie jak to z linku wyżej?
: 22 cze 2017, 20:41
autor: Yarec
Wrzeciono na pas, wygląda na wiertarskie, jedynie łożyskowanie oszczędne,
wybór należy do Ciebie, jednak elektro daje większe pole manewru (obr/min) i frezowanie np. "fasolki" .
Odnośnie:
1) stół stabilny pod wrzecionem z zamontowaną prowadnicą i zaciskiem ustalającym pozycję, rolki wsporczo-transportowe na "kobyłkach" (rozstaw zależny od dł. materiału) i w du.. z
wiórami.
2) przecież można docisnąć kilka profili równolegle i przemieszczać wiertło w poprzek (na ramieniu)
3) marker z rozstawem otworów (długie elementy, powtarzalny wzór) lub trasowanie po długości a na
prowadnicy znacznik osi wiercenia (i do widzenia)
4) wrzeciono na ramieniu zapewnia układanie profili z trzech stron bez "celowania 4 metrową sztangą w bramę.
 Powyżej dla ułatwienia
Powyżej dla ułatwienia
: 22 cze 2017, 22:57
autor: ALZ
Najważniejsze aby wiedzieć jaka będzie potrzebna moc i obroty wrzeciona.
Jeśli potrzebne są obroty poniżej 10 000 to wrzeciono z alibaby jak najbardziej. Jeśli jednak wyższe obroty to jedynym rozsądnym rozwiązaniem jest elektrowrzeciono.
Fakt, są elektrowrzeciona dużej mocy i obrotach poniżej 10 000 ale kosztują krocie.
: 23 cze 2017, 01:13
autor: Yarec
ALZ - Autor napisał: "wiercenia kształtowników" - zakładam że stal/alum ≠ do 6 mm, więc cudów (moc/obr.) nie potrzeba,
to zwykłe wiercenie. Istotniejsza jest chyba reszta.
: 23 cze 2017, 11:15
autor: Bodzio1
Jeśli chodzi o moc to zakładam wiercenie wiertłami do fi26, sporadycznie do fi32.
Przy czym chciałbym, żeby moc wrzeciona pozwalała na wiercenie płaskowników ze stali S355 na dość podkręconych parametrach - na tyle na ile pozwala dobre wiertło HSSCO lub może też w takiej maszynie spróbowałbym z węglikiem.
Wiercenie takich płaskowników to już maksymalne wymogi mocy jeśli chodzi o wrzeciono ponieważ standardowo byłoby wiercenie kształtowników od 40x40 do 100x100 ze ściankami od 2mm do 4mm.
Wiadomo, że budując taką maszynę patrzy się trochę przyszłościowo także chciałbym żeby ta maszyna była w stanie też przefrezować w stali jakąś fasolkę tak jak napisał Yarec. Jednakże jeśli to wymaga nieporównywalnie wyższych parametrów wrzeciona to wtedy bym odpuścił bo temat frezowania na tej maszynie tak jak napisałem ma charakter przyszłościowy - "jak już robię"
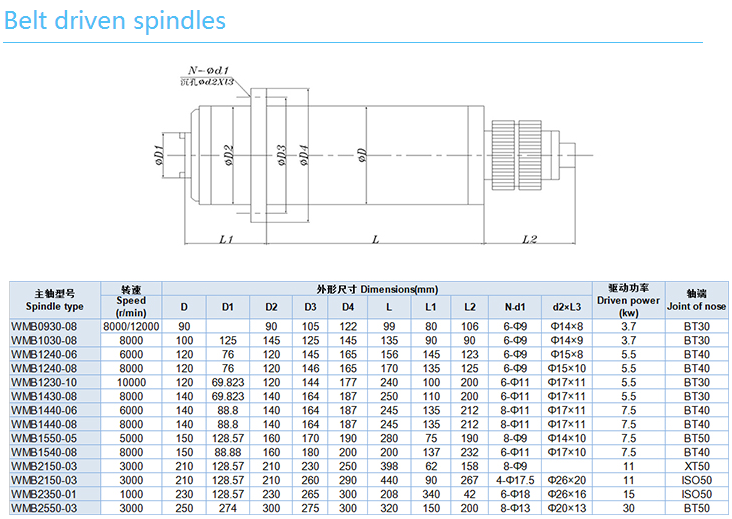
Może np. patrząc na tabelkę, którą wrzucił Yarec, zastanowić się nad kupnem wrzeciona 5,5kW do obrotów 8000 i na początek podpiąć silnik 5,5kW 2800obr z przełożeniem 1:1 także miałby też dość dużą moc przy niższych obrotach.
A jak kiedyś trzeba by było zacząć frezować to można coś myślec nad silnikiem z wiekszą moca i przełożeniem na obroty.
Co o tym myślicie?
Yarec mógłbyś dokładniej opisać punkt 1? Nie do końca rozumiem.
Natomiast jeśli chodzi o punkt 3 to teraz tak robimy, że zamawiamy z lasera szablon z otworami fi6 i wszystko nawiercamy z ręki, potem wiercimy fi6 na stołowej aż końcowo wszystko fi18. Mimo to na parę belek, które mają średnio po 30 otworów schodzi trochę czasu a precyzja jednak też nie taka jak na wspomnianej maszynie...
[ Dodano: 2017-06-23, 11:15 ]
Jeśli chodzi o moc to zakładam wiercenie wiertłami do fi26, sporadycznie do fi32.
Przy czym chciałbym, żeby moc wrzeciona pozwalała na wiercenie płaskowników ze stali S355 na dość podkręconych parametrach - na tyle na ile pozwala dobre wiertło HSSCO lub może też w takiej maszynie spróbowałbym z węglikiem.
Wiercenie takich płaskowników to już maksymalne wymogi mocy jeśli chodzi o wrzeciono ponieważ standardowo byłoby wiercenie kształtowników od 40x40 do 100x100 ze ściankami od 2mm do 4mm.
Wiadomo, że budując taką maszynę patrzy się trochę przyszłościowo także chciałbym żeby ta maszyna była w stanie też przefrezować w stali jakąś fasolkę tak jak napisał Yarec. Jednakże jeśli to wymaga nieporównywalnie wyższych parametrów wrzeciona to wtedy bym odpuścił bo temat frezowania na tej maszynie tak jak napisałem ma charakter przyszłościowy - "jak już robię"
Może np. patrząc na tabelkę, którą wrzucił Yarec, zastanowić się nad kupnem wrzeciona 5,5kW do obrotów 8000 i na początek podpiąć silnik 5,5kW 2800obr z przełożeniem 1:1 także miałby też dość dużą moc przy niższych obrotach.
A jak kiedyś trzeba by było zacząć frezować to można coś myślec nad silnikiem z wiekszą moca i przełożeniem na obroty.
Co o tym myślicie?
Yarec mógłbyś dokładniej opisać punkt 1? Nie do końca rozumiem.
Natomiast jeśli chodzi o punkt 3 to teraz tak robimy, że zamawiamy z lasera szablon z otworami fi6 i wszystko nawiercamy z ręki, potem wiercimy fi6 na stołowej aż końcowo wszystko fi18. Mimo to na parę belek, które mają średnio po 30 otworów schodzi trochę czasu a precyzja jednak też nie taka jak na wspomnianej maszynie...
: 23 cze 2017, 13:21
autor: Yarec
Bodzio1 - odpisze później bo teraz połamałem zęby w koronowym.
: 23 cze 2017, 13:33
autor: Bodzio1
Yarec - ok, mam nadzieję, że "straty" nie są za duże
[ Dodano: 2017-06-24, 11:18 ]
ALZ - odnośnie Twojej wypowiedzi na temat wrzecion z alibaby. To masz jakieś większe doświadczenie z nimi?
Pytam ponieważ po różnych historiach jakie słyszałem na temat chińskich produktów (jak kompletne obrabiarki cnc) zastanawiam się nawet czy dość mocno realna jest sytuacja, że zamówię wrzeciono z konkretymi parametrami jak niskie bicie itp a przyślą coś co w zasadzie nijak się ma do zadeklarowanych parametrów. Na przykład wrzeciono ze znacznie większym biciem, które robi się już czerwone przy połowie deklarowanych obrotów itp. Co o tym sądzisz?
: 24 cze 2017, 11:43
autor: Yarec
Bodzio1 - zobacz swoje PW.
niestety bywa że: "przyślą coś co w zasadzie nijak się ma". Kupuj w EU lub lepiej w Polsce.
Zobacz ofertę f-my KIMLA.