Strona 1 z 1
Szlifierka do węglików spiekanych
: 29 gru 2013, 16:58
autor: MaciejWnuk
Witam wszystkich!
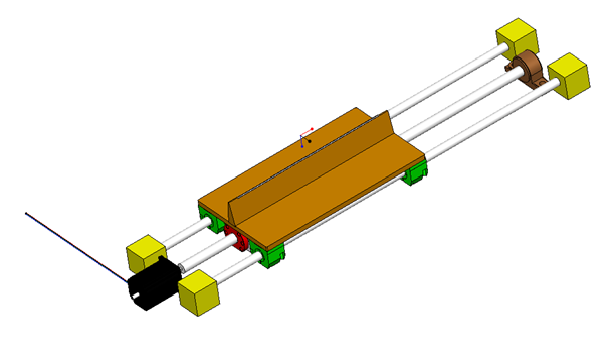
Projektuje swoją własną szlifierkę do obróbki węglików spiekanych. Wykonałem już koncepcyjny model 3D mojej maszyny.
Maszyna ma szlifować obustronnie sztabkę o przekroju poprzecznym 2x2 i długości 315 z węglika spiekanego dla uzyskania odpowiedniego kształtu. Załączam kilka zdjęć obrazujących maszynę.
W internecie ciężko jest znaleźć coś na temat oporu skrawania węglików spiekanych, a co za tym idzie sił skrawania może ktoś miał już do czynienia z tego typu materiałem do obróbki?
Wstępnie pozycjonowanie ściernic będzie odbywało się ręcznie za pomocą śrub drobnozwojnych i głowic mikrometrycznych. Napęd główny zakładam silnikami elektrycznymi jednofazowymi po jednym na każdą stronę ściernic(po 2 ściernice na wałek). Posuw realizowany będzie przy pomocy przekładni śrubowo-tocznej sprzężonej z silnikiem krokowym.
Sterowanie silnikiem krokowym planuje wykonać przy pomocy Mach3.
Może ktoś miał do czynienia z obróbką tego materiału i pomógłby mi w odpowiednim obliczeniu sił skrawania i doborze silnika?
Przy okazji z chęcią opowiem na pytania co do obrabiarki oraz może ktoś ma jakieś cenne uwagi co do maszyny.

: 30 gru 2013, 00:56
autor: frontside
Witam,
Co z chłodzeniem?
To ma robić nóż z pręta 2x2mm? Bez chłodzenia łatwo się będzie łamał. Jak rozwiązałeś uchwyt? Z jaką prędkością będziesz to szlifował? Z mojego doświadczenia potrzebujesz ok. 0,5-1kW na ściernicę, ale to zależy z jaką prędkością, jaką ściernicą, jak szybko i z jakim chłodziwem - jeżeli będzie wystarczająco wolno a przekrój wystarczająco mały to i 100W wystaczy.
Ważne jest zabezpieczenie przed pyłem - to nie stal żeby tworzyły się "kłaczki" - to będzie pył który dostanie się wszędzie (na sucho). Najlepsze są mieszki + delikatne nadciśnienie w nich.
Do czego służą te dwie regulowane płyty z przodu?
: 30 gru 2013, 01:09
autor: pukury
witam.
tak patrzę i patrzę i myślę sobie .
taki cieniutki element musi być dokładnie prowadzony.
i na " wejściu " i na " wyjściu " .
musi być podparty na maksymalnej długości - z rys. wynika że poza tarczami wisi sobie swobodnie .
długo nie powisi.
tarcze raczej muszą pracować w przeciwnych kierunkach - będzie dociskać a nie obracać.
o chłodzeniu ( obfitym ) napisał Kol.
pozdrawiam.
: 30 gru 2013, 13:13
autor: MaciejWnuk
Ciesze się, że ktoś się zainteresował moją maszyną
Planuje dołożyć gotowy układ chłodzenia ( Widziałem przykładowe w akcesoriach CNC), będę też musiał dobudować osłony, aby płyn nie dostał się w mechanizm śrubowo-toczny, łożyska liniowe i napęd główny (myślę że wykorzystam te mieszki)
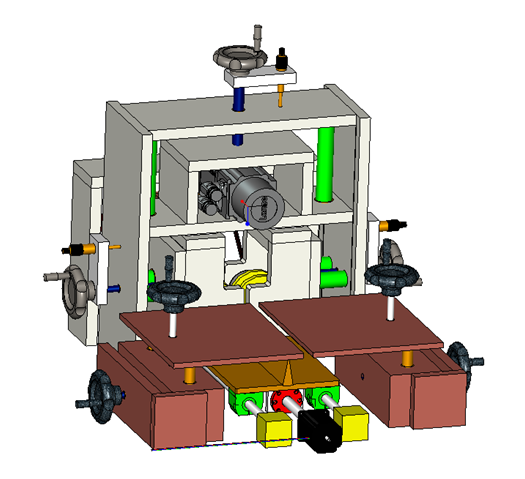
Dwie płyty z przodu są po to aby prowadzić sztabkę przed szlifowaniem ( są regulowane w obu osiach)(Rys w załączniku)
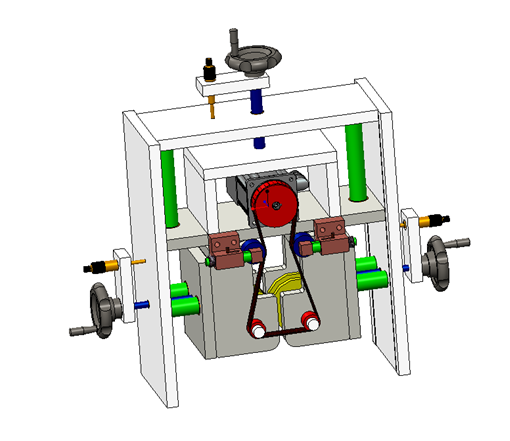
Prowadzenie po szlifowaniu będzie realizowane za pomocą docisku układu kinematycznego przedstawionego na rysunku.(Rys w załączniku)
Szlifowanie zakładam 30 m/s(choć w innych maszynach widziałem na poziomie 20 m/s), Przy średnicy ściernicy 100mm daje to prawie 6000 obr/min wałka napędowego. Natomiast posuw na poziomie 0,5 m/min. Co do napędu ściernic to dziś postaram się skończyć modelować ten układ i wstawić fotki (po 1 silniku 1,5 kW na ściernice, ponieważ widziałem w szlifierkach moc silników na poziomie 1,1 -1,5 kW)
Kolega
pukury dobrze zauważył, że w obecnej konfiguracji z jednym silnikiem układ będzie wyrzucał sztabkę do góry.
Szlifierka ma zaostrzyć sztabkę z obu stron ( Rys w załączniku) wymiary sztabki długość 315, wysokość 2 mm, szerokość od 2 do 8 mm)
: 30 gru 2013, 15:27
autor: pukury
witam.
oczywiście bierzesz pod uwagę że to co oszlifują tarcze ( 2 mm - grubość ) będzie po łuku ?
niby nie takim wielkim - 100mm średnicy - ale zawsze .
może coś nie dopatrzyłem - ale co będzie jak materiał wyjdzie z prowadzenia przed tarczami - a będzie prowadzony ( jak ? ) przez dociski na sprężynkach ?
myślę że powinien być prowadzony przed tarczami ( jaki tam wymiar surowego jest ) i po tarczach ( po takim kształcie jaki ma być po szlifowaniu.
pozdrawiam.
: 30 gru 2013, 21:40
autor: frontside
To nie płyn tylko szlam szlifierski i powienien być chociaż wstępnie filtrowany - szczególnie jeżeli dasz olej (a olej jest dużo lepszy od wody w tym zastosowaniu). W bardzo brudnym chłodzie ziarna węglika dostają się między tarczę a materiał i działają jak łożysko.
Kierunek szlifowania węglika to zwykle od ostrza w głąb (odwrotnie niż na rysunku i odwrotnie niż HSS) - jeżeli prowadzenie będzie mało sztywne to będzie wciągało materiał pomiędzy ściernice.
Za Pukury-m co z prowadzeniem? Jeżeli te dwie kulki na sprężynkach to stracisz osiowość bardzo szybko (kiedy większa część sztabki wyjedzie z prowadzenia). Wiesz, że stalowe płyty szybciej się wytrą niż węglik który po nich jeździ i z przodu bardziej niż z tyłu (dłużej jedzie od strony ściernicy niż na początku).
Prędkość szlifowania katalogowo chyba 18-30 m/s - im szybciej tym mniejszy posów i większe siły oraz więcej ciepła. Zużycie ściernicy mniejsze.
Posów tak ze 2-4x za duży jeżeli to ma być nóż i na jedno przejście.
Ogólnie fajne urządzenie ale nadal nie widzę prowadzenia - może jakieś pazurki dociskowe z przu i z tyłu wóżka?
: 31 gru 2013, 13:52
autor: zdzicho
Na jedno przejcie to psów jest 50-100 razy za duży,szczególnie przy tak smukłym przedmiocie(zależnie od ziarnistości i twardości ściernicy).
Co do chłodzenia -można spokojnie emulsjami wodnymi ,jednak specjalnie dedykowanymi do szlifowania węglika(nie wypłukują kobaltu) .W firmie węglik szlifuje się w ilościach mierzonych w taczkach(miesięcznie) i jako chłodziwo stosuje się zarówno olej jak i emulsje -mniej więcej pół na pół (w zależności od maszyny). Na sucho też idzie dużo.
: 31 gru 2013, 14:55
autor: frontside
Na sucho to może po 0,01mm jechać - a i tak będzie bieda. Na sucho szlifuje się płytki w narzędziu gdzie korpus może odebrać dużo ciepła - a i tak jest dużo wolniej.
Smukłość żeby wyeliminować to musi mieć sztywną podtrzymkę - ale i tak nóż 2x2 będzie się łamał od byle czego przy szlifowaniu.
Posów 0,08mm/s to przesada chyba - ale 0,8mm/s byłby w sam raz.
PS. Jeżeli dasz układ chłodzenia 10l to przy 2 silnikach 1,5 kW (zakładając nawet, że wykorzystasz 50% mocy) zagotujesz to chłodziwo w parenaście minut. Praktycznie cała moc szlifowania idzie w ciepło. Przy emulsji i wydajnym wyciągu tworzysz coś jak komin chłodniczy - ale przy szlifierce o mocy 1kW średnio trzeba było dolać 10-15l wody na zmianę. Przy oleju albo bardzo duży układ albo chłodnica (najczęściej i to i to).
: 31 gru 2013, 16:30
autor: zdzicho
Ty masz swoje doświadczenie ,a ja swoje. Jeśli ma to robić na raz, to ziarno raczej drobne(bo nie będzie obróbki wykańczającej) ,a wtedy posów na poziomie 0,08 mm/s powinien być odpowiedni. Dasz szybciej, wysypiesz ściernicę ,a zaprawianie czasochłonne ,nie to co przy ceramicznych.
: 02 sty 2014, 12:36
autor: warczp
zdzicho pisze:Co do chłodzenia -można spokojnie emulsjami wodnymi ,jednak specjalnie dedykowanymi do szlifowania węglika(nie wypłukują kobaltu).
Dokładnie popieram.
Nie warto truć się kobaltem.
Różowy kolor chłodziwa to sygnał alarmowy.