Strona 1 z 3
CNC 3018 PRO obszar roboczy
: 04 lut 2022, 09:14
autor: rf_
Witam, kupiłem CNC 3018 pro, wszystko złożone, laser założony.
Chciałem wygrawerować pierwszą rzecz na plexi ale mam problem z ustawieniem obszaru mianowicie a mianowicie korzystam z aplikacji np.
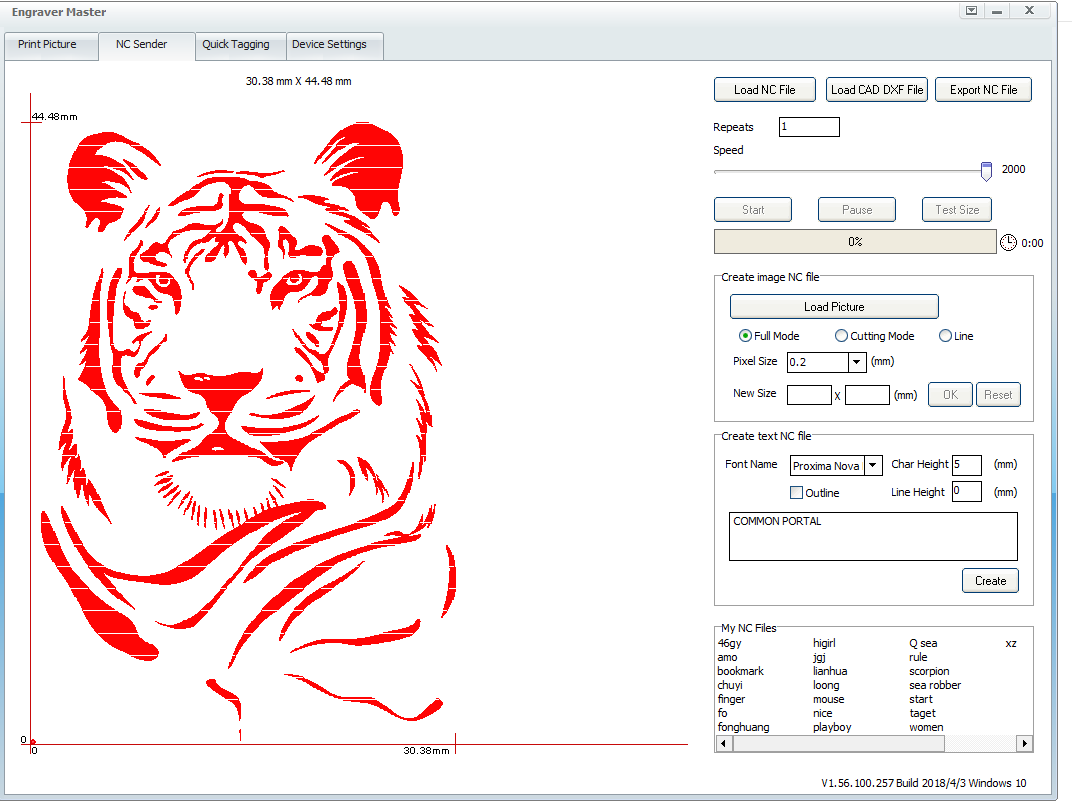
Laser GRBL oraz Engraver Master,
Po załadowaniu domyślnego obrazka dostarczonego wraz cnc ( obrazek ma na przykład 5x5cm ) ale po wystartowaniu grawerowania otrzymuję dosłownie rozmiar 2mmx2mm przez co zaczyna topić plexi zamiast grawerować.
Program posiada opcję Test size, maszyna zaczyna się ruszać ale zamiast sprawdzic sobie obszar 5x5cm to rusza się dosłownie po milimetrze.
Tutaj zdjęcie z przykładowym obrazkiem
Z czego bym nie korzystał obszar graweru jest praktycznie w miejscu, mogę sterować osią xyz do krańcowych wartości.
W jaki sposób ustawić program/cnc aby grawerować w rzeczywistym rozmiarze?
Re: CNC 3018 PRO obszar roboczy
: 04 lut 2022, 09:29
autor: TOP67
Najprawdopodobniej masz wpisane złe wartości steps/mm. Parametry $100, 101, 102.
Domyślne wartości GRBL to 250. A powinno być minimum 800.
Jeśli wydasz komendę przesunięcia osi o 10 mm, to przesuwa się o tyle?
Re: CNC 3018 PRO obszar roboczy
: 04 lut 2022, 12:43
autor: rf_
Nie nie szło o 1cm, zmieniłem tak konfigurację

Teraz jak startuje to oś Z się obniża na sekundę i wyskakuje jakiś error
Jak ruszam osiami samemu to przeskakuje np o 3cm - ale jak dam Size Test to się blokuje cnc
Re: CNC 3018 PRO obszar roboczy
: 04 lut 2022, 12:46
autor: TOP67
Może najeżdżasz na krańcówkę?
Wartości $100-102 musisz dobrać tak, żeby faktyczny dystans był taki jak zadasz. Zależy to od skoku śruby i ustawionego mikrokroku, wg wzoru: 200*mikrokrok/skok
Spróbuj na innych osiach.
Potem trzeba ustawić maksymalne prędkości i zakres softlimitów.
Re: CNC 3018 PRO obszar roboczy
: 04 lut 2022, 12:57
autor: Adam Domański
rf_ pisze: ↑04 lut 2022, 12:43
Nie nie szło o 1cm, zmieniłem tak konfigurację
Teraz jak startuje to oś Z się obniża na sekundę i wyskakuje jakiś error
Jak ruszam osiami samemu to przeskakuje np o 3cm - ale jak dam Size Test to się blokuje cnc
Od początku, jaki skok śrub, pasków ( nie wiem co tam masz) jaki mikrokrok masz ustawiony na sterowniku. To na początek.
Re: CNC 3018 PRO obszar roboczy
: 04 lut 2022, 13:38
autor: rf_
Szczerze mówiąc nie wiem jak sprawdzić, teraz jak wyśrodkowałem to zaczyna coś robić dochodzi do 4% i error
Re: CNC 3018 PRO obszar roboczy
: 04 lut 2022, 13:48
autor: TOP67
Zanim zaczniesz wypuszczać prace, ustaw wszystkie parametry GRBL.
Najpierw $100-102
Potem $110-112
Na koniec $130-132
https://github.com/gnea/grbl/wiki/Grbl- ... figuration
Re: CNC 3018 PRO obszar roboczy
: 04 lut 2022, 13:58
autor: Adam Domański
rf_ pisze: ↑04 lut 2022, 13:38
Szczerze mówiąc nie wiem jak sprawdzić, teraz jak wyśrodkowałem to zaczyna coś robić dochodzi do 4% i error
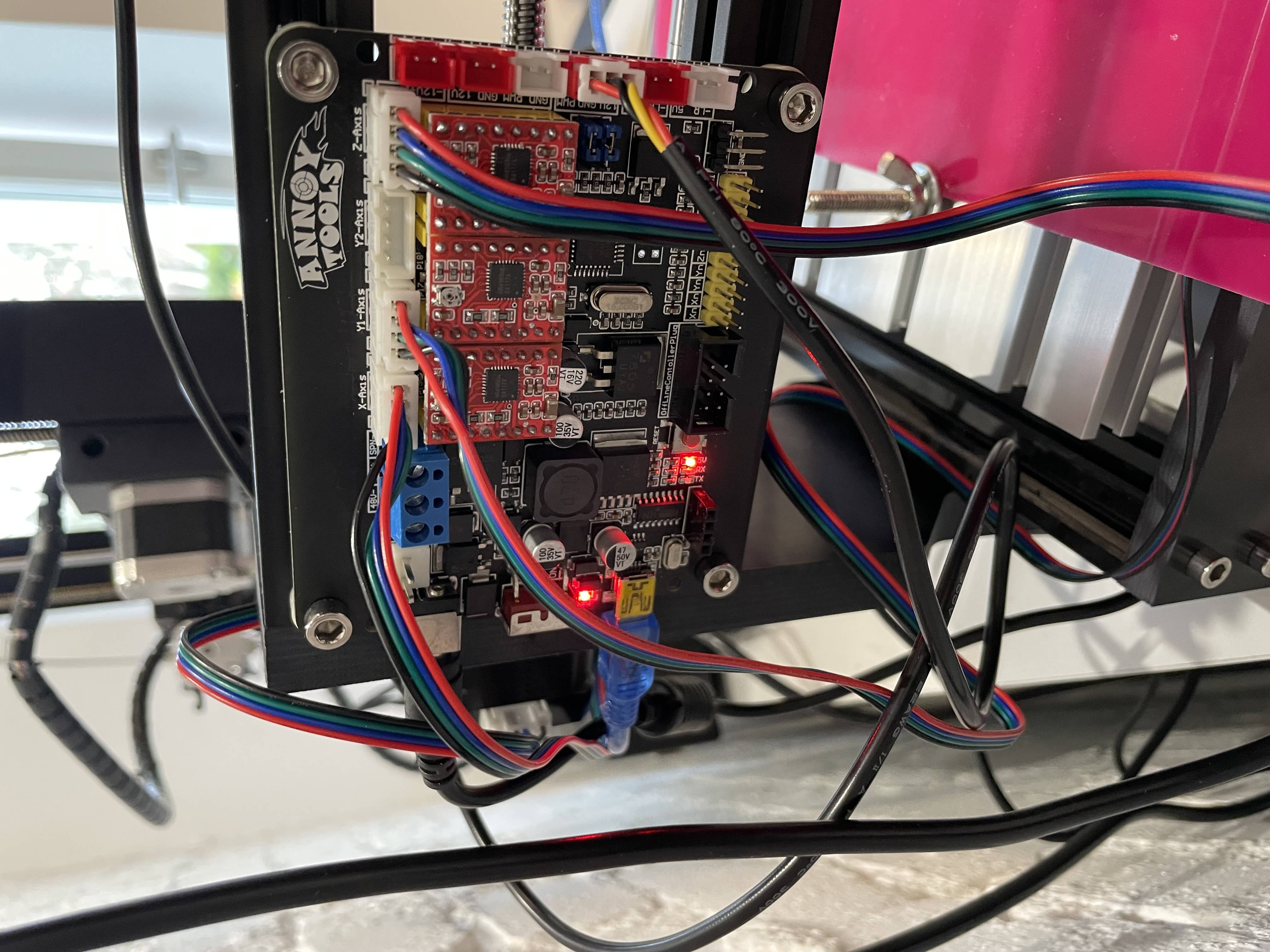
Z aukcji wynikało by, że skok śrub to 8mm. Tylko jaki mikro krok masz ustawiony, daj fotkę płyty sterownika.
A w ogóle pokaż ustawienia GRBL-a.
Re: CNC 3018 PRO obszar roboczy
: 04 lut 2022, 14:06
autor: tuxcnc
rf_ pisze: ↑04 lut 2022, 12:43
wyskakuje jakiś error
Oczekujesz pomocy, a nie chce Ci się nawet opisać problemu.
Myślisz że to forum wróżbitów?
Re: CNC 3018 PRO obszar roboczy
: 07 lut 2022, 12:12
autor: rf_
tuxcnc pisze: ↑04 lut 2022, 14:06
rf_ pisze: ↑04 lut 2022, 12:43
wyskakuje jakiś error
Oczekujesz pomocy, a nie chce Ci się nawet opisać problemu.
Myślisz że to forum wróżbitów?
Nie mogłem opisać błędu ponieważ było napisane error: i parę znaków ze złym kodowaniem których nie dało się przepisać, następnym razem dam screenshot ( obecnie nie wyskakuje błąd )
Adam Domański pisze: ↑04 lut 2022, 13:58
rf_ pisze: ↑04 lut 2022, 13:38
Szczerze mówiąc nie wiem jak sprawdzić, teraz jak wyśrodkowałem to zaczyna coś robić dochodzi do 4% i error
Z aukcji wynikało by, że skok śrub to 8mm. Tylko jaki mikro krok masz ustawiony, daj fotkę płyty sterownika.
A w ogóle pokaż ustawienia GRBL-a.
Tutaj są obecnie moje ustawienia GRBL-a ( z githuba ) przesłane przez TOP67
$0=10 (Step pulse time)
$1=25 (Step idle delay)
$2=0 (Step pulse invert)
$3=0 (Step direction invert)
$4=0 (Invert step enable pin)
$5=0 (Invert limit pins)
$6=0 (Invert probe pin)
$10=1 (Status report options)
$11=1.000 (Junction deviation)
$12=0.002 (Arc tolerance)
$13=0 (Report in inches)
$20=0 (Soft limits enable)
$21=0 (Hard limits enable)
$22=0 (Homing cycle enable)
$23=0 (Homing direction invert)
$24=25.000 (Homing locate feed rate)
$25=500.000 (Homing search seek rate)
$26=250 (Homing switch debounce delay)
$27=1.000 (Homing switch pull-off distance)
$30=1000 (Maximum spindle speed)
$31=0 (Minimum spindle speed)
$32=0 (Laser-mode enable)
$100=450.000 (X-axis travel resolution)
$101=450.000 (Y-axis travel resolution)
$102=450.000 (Z-axis travel resolution)
$110=5000.000 (X-axis maximum rate)
$111=5000.000 (Y-axis maximum rate)
$112=500.000 (Z-axis maximum rate)
$120=500.000 (X-axis acceleration)
$121=500.000 (Y-axis acceleration)
$122=10.000 (Z-axis acceleration)
$130=200.000 (X-axis maximum travel)
$131=200.000 (Y-axis maximum travel)
$132=200.000 (Z-axis maximum travel)
Tutaj płytka
Obecnie jak dam np oś X 20mm to idzie około 13mm
Do tego mimo że jest na środku to oś X potrafi mi się zaciąć jak chce iść w prawo ale tylko podczas Test size