")
Chciałem wygrawerować pierwszą rzecz na plexi ale mam problem z ustawieniem obszaru mianowicie a mianowicie korzystam z aplikacji np.
Laser GRBL oraz Engraver Master,
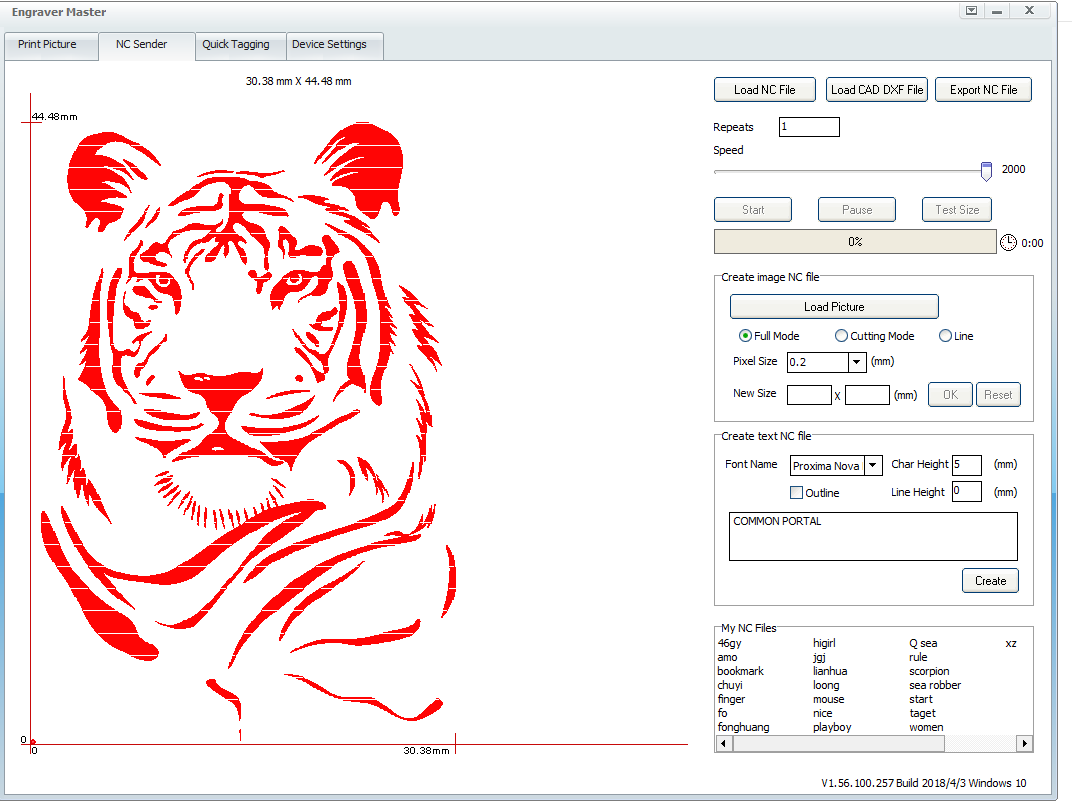
Po załadowaniu domyślnego obrazka dostarczonego wraz cnc ( obrazek ma na przykład 5x5cm ) ale po wystartowaniu grawerowania otrzymuję dosłownie rozmiar 2mmx2mm przez co zaczyna topić plexi zamiast grawerować.
Program posiada opcję Test size, maszyna zaczyna się ruszać ale zamiast sprawdzic sobie obszar 5x5cm to rusza się dosłownie po milimetrze.
Tutaj zdjęcie z przykładowym obrazkiem
Z czego bym nie korzystał obszar graweru jest praktycznie w miejscu, mogę sterować osią xyz do krańcowych wartości.
W jaki sposób ustawić program/cnc aby grawerować w rzeczywistym rozmiarze?



")

")