Strona 1 z 3
Laserowy skaner 3D w formie głowicy do maszyn CNC
: 01 mar 2011, 00:05
autor: ogar_w
Re: Laserowy skaner 3D w formie głowicy do maszyn CNC
: 01 mar 2011, 00:15
autor: Piotrjub
ogar_w pisze:Obecnie kończę prace nad laserową głowią skanującą 3D, która będzie w dwóch wersjach. Pierwszej wymagającej podłączenia sygnałów dir i step osi w której będzie skanowań. Drugiej inicjowanej z krańcówki optycznej.
Gratulacje
kiedy zakończenie prac ?
: 01 mar 2011, 00:52
autor: ogar_w
Głowica jest ukończona pozostała kosmetyka w programie do analizy i trochę testów maksymalnie 2 tygodnie.
: 01 mar 2011, 07:42
autor: Piotr Rakowski
Od kilku miesięcy śledzę postępy, jakie zrobiłeś kolego tym urządzeniem i jestem pod wrażeniem. Czy zdradzisz, co jest elementem skanującym?
: 01 mar 2011, 08:37
autor: ogar_w
Elementem skanującym jest precyzyjny czujnik triangulacynjy modyfikowany według mojego pomysłu. Dane z czujnika są poddane na 12 bitowy szybki przetwornik ADC i poddane obróbce a następnie zapisane do pliku binarnego na karcie SD. Dzięki temu że wykorzystuję sterowanie maszyny głowica ma sporo czasu na obróbkę danych co daje znaczną szybkość skanowania i dużą korektę błędów.
: 01 mar 2011, 09:27
autor: wood carver
Super.
: 01 mar 2011, 09:51
autor: barola
a w przyszłości również generowania programów cnc a moze panowie by polaczyli sily i program bedzie gotowy juz dzis (wspolpraca ludzi wzbogaca) im szybciej tym lepiej bo konkurencja nie spi.
: 01 mar 2011, 10:57
autor: Piotrjub
Piotr Rakowski pisze:Czy zdradzisz, co jest elementem skanującym?
Koledze chyba chodziło o bardziej taką informację - Można to przeczytać na stronie www gdzie kolega oferuje swoje urządzenie.
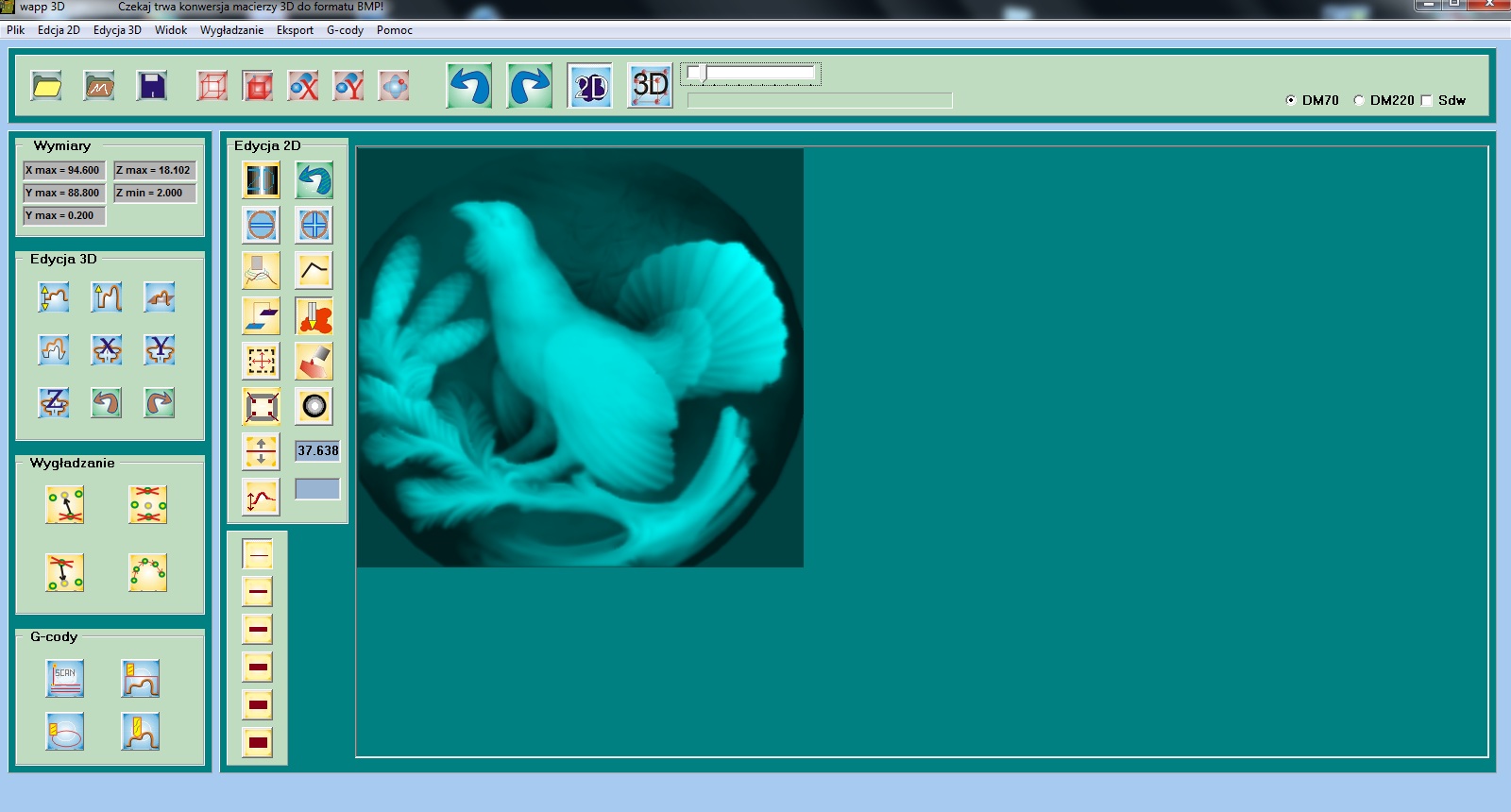
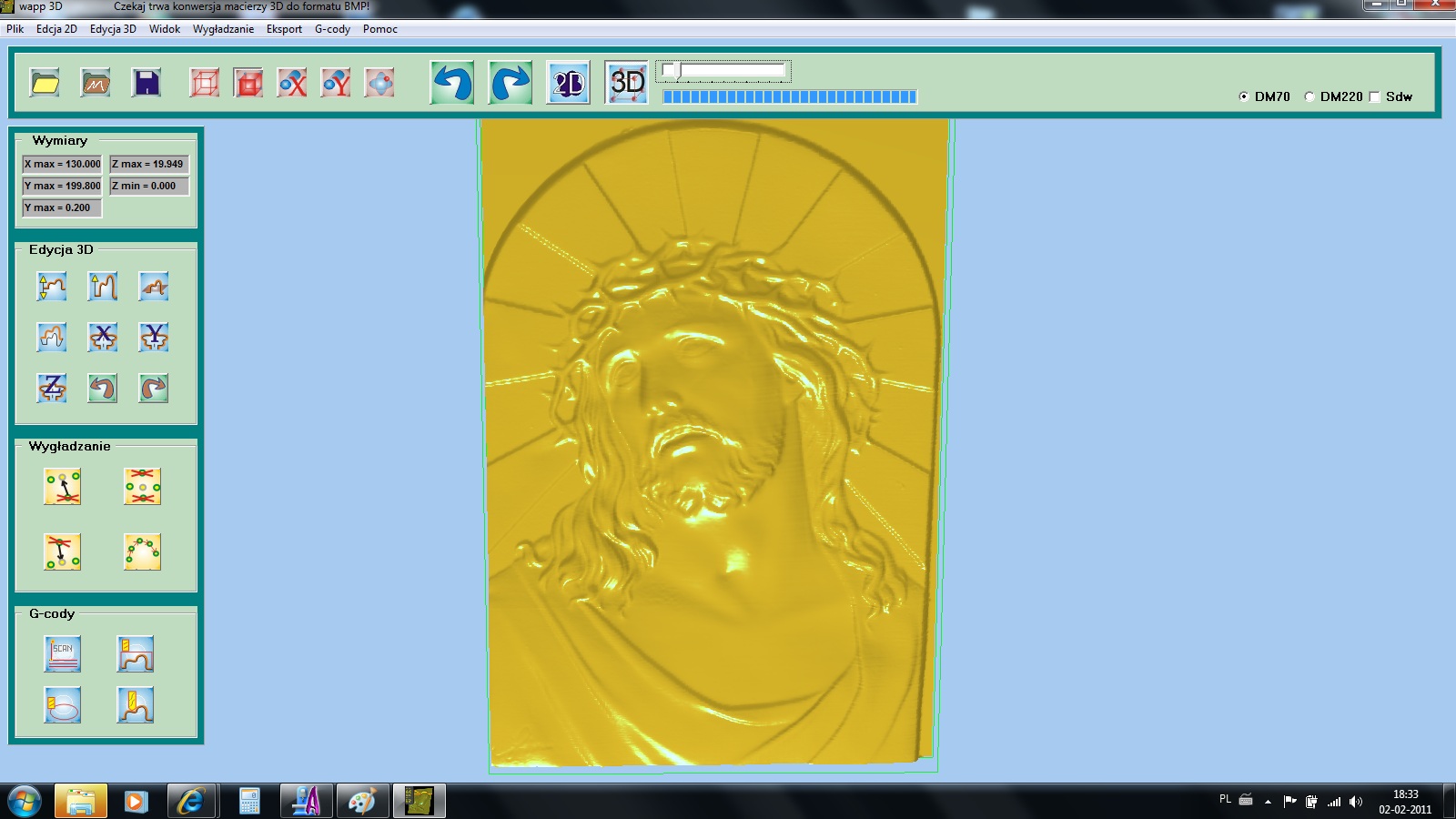
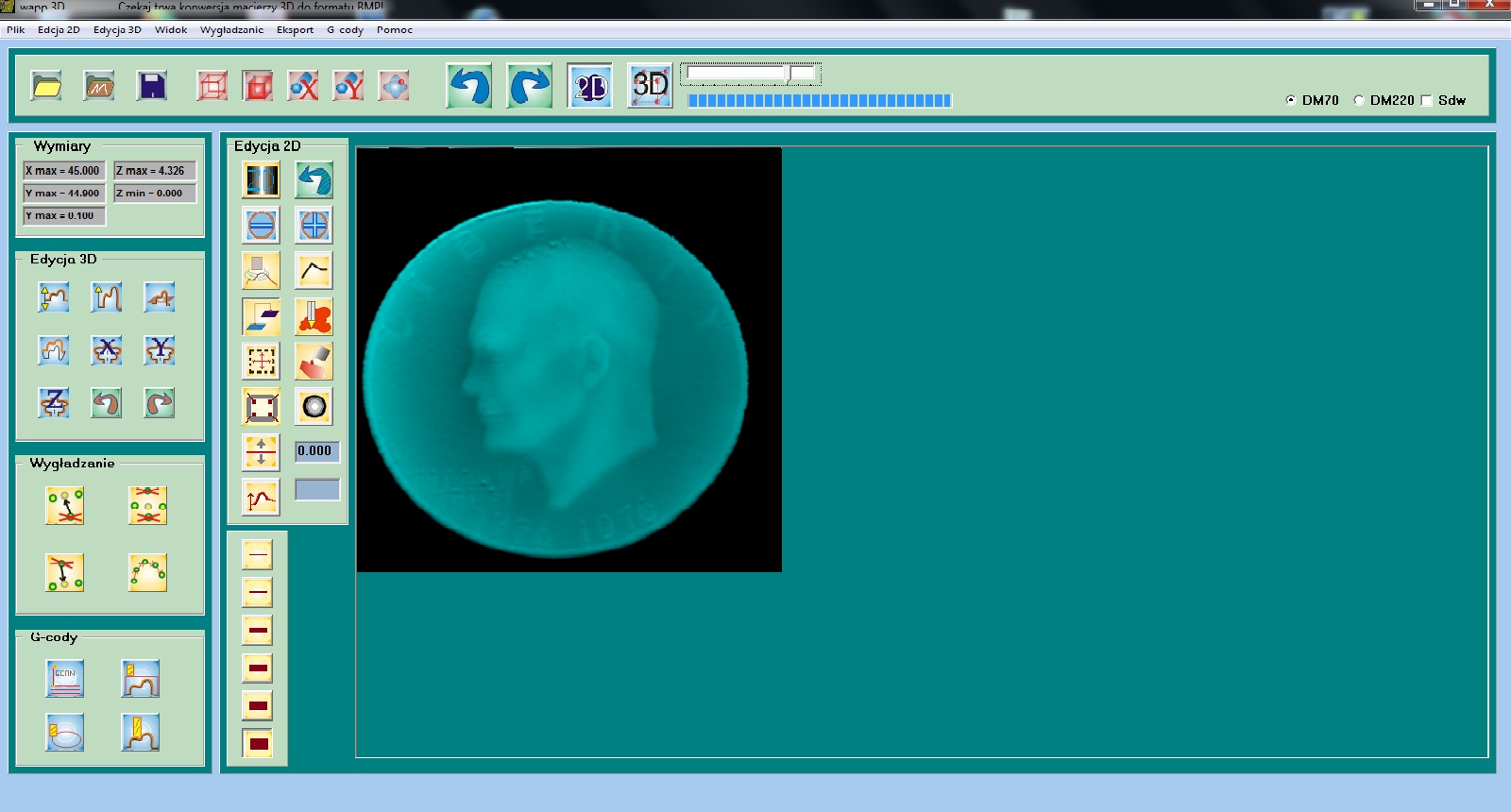
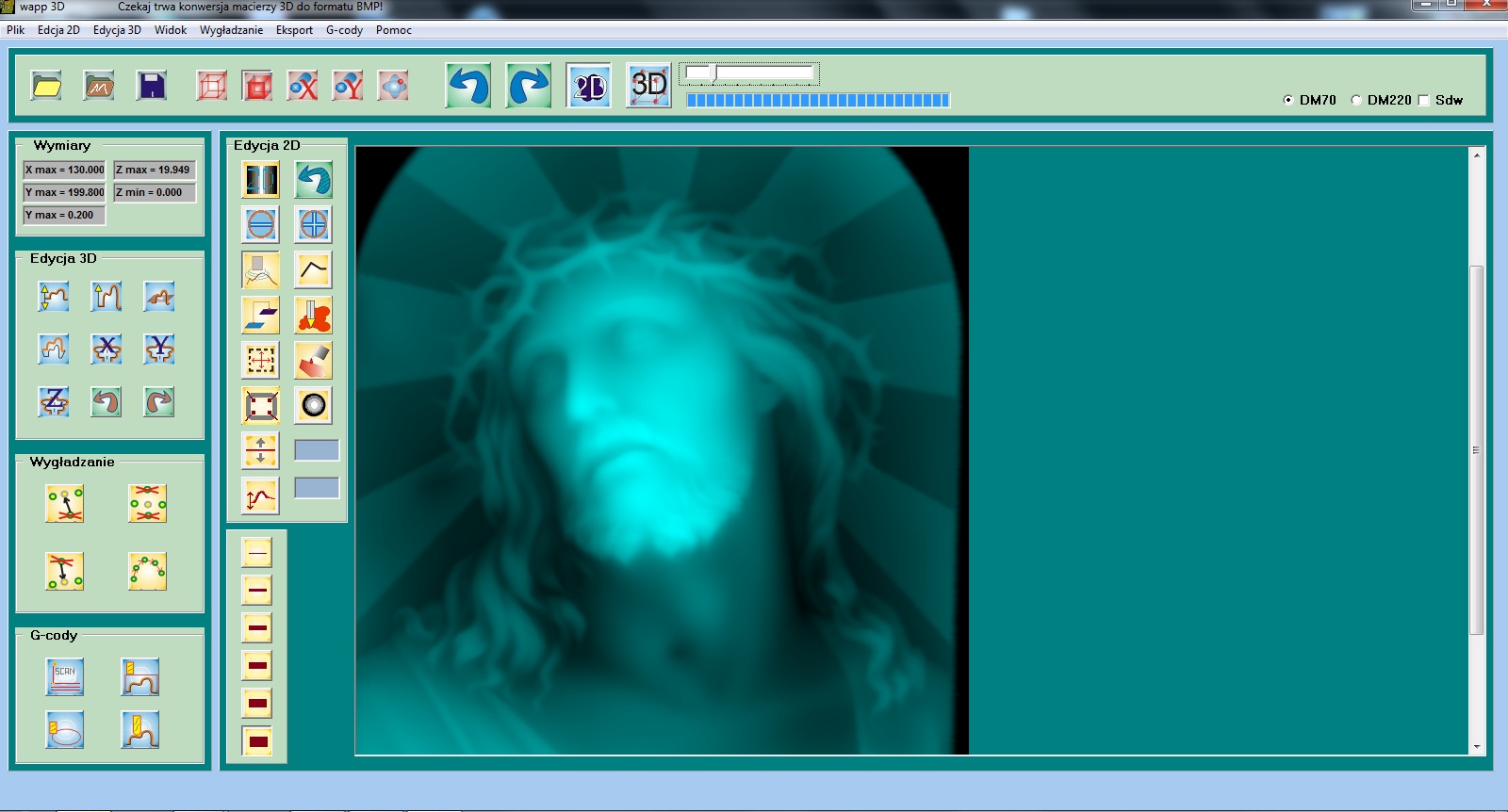
Urządzenie jest sterowane przez niezależne mikrokontrolery i nie wymaga używania komputera PC. Dzięki zastosowaniu precyzyjnego czujnika triangulacyjnego Firmy BALLUFF skanowanie odbywa się bezdotykowo z wykorzystaniem promienia lasera. Do przystawki WAPP01 Firma CNC-WAP udostępnia oprogramowanie wapp 3D do analizy i obróbki chmury punktów oraz eksportu do formatów STL, BMP.
PARAMETRY SKANOWANIA
- Minimalna rozdzielczość skanowania w osi X i Y -0.1mm maksymalna -5mm.
- Rozdzielczość w osi Z zależy od wybranego czujnika Firmy BALLUFF i jest <0.1mm dla czujnika o zakresie pomiarowym 70mm lub <0.2mm dla czujnika o zakresie pomiarowym 220mm. Więcej informacji w dołączonej dokumentacji firmy BALLUFF lub na stronie www.balluff.com.
a dalej możemy na stronie balluff poszukać -
Czujniki optoelektroniczne Do detekcji obecności, kształtu lub koloru, pomiaru odległości i grubości
i znajdzie kolega odpowiedni czujnik. Dla ułatwienia mogę napisać symbol BOD 26K-LB07-S92-C i BOD 26K-LB06-S92-C .Ten czujnik nie ma odpowiedniej nazwijmy to rozdzielczości ale jest względnie tani. Jeśli potrzeba dokładniejszy możną poszukać w wobicie. Jak pamiętam ten czujnik balluff-a czyta max 800 punktów na sekundę (sprawdziłem jednak 1000).
Jak kolega pisze
Urządzenie skanowało z rozdzielczością 0.07mm i przyzwoitą prędkością. Program skanowania odpalamy na sterowniku maszyny a głowica jedynie czyta punkty podczas testów 1000/s, ale można znacznie szybciej.
to znaczy że musiał zastosować podobny czujnik z wobitu bo inaczej nie uzyskał by takich parametrów chyba ze parametr 0,07mm dotyczy osi Z a w pozostałych rozdzielczość mamy gorszą.
Bardzo lubię analizować podane dane

i na to stwierdzenie trochę się uśmiechnąłem "modyfikowany według mojego pomysłu"
kolega modyfikuje sam czujnik? eeeeeeeeee

: 01 mar 2011, 15:09
autor: pltmaxnc
ogar_w napisał
Obecnie kończę prace nad laserową głowią skanującą 3D, która będzie w dwóch wersjach. Pierwszej wymagającej podłączenia sygnałów dir i step osi w której będzie skanowań. Drugiej inicjowanej z krańcówki optycznej.
Jeżeli dobrze zrozumiałem to ta druga wersja umożliwi skanowanie bez ingerencji w maszynę prowadzącą laser i skanowanie może być przeprowadzone na właściwie każdej maszynie.
Konieczny będzie tylko przejazd maszyny po określonej ścieżce skanowania.
: 01 mar 2011, 15:51
autor: Piotr Rakowski
Jeśli stosowanym czujnikiem, jest np. taki o oznaczeniu BOD 26K, to niestety spora jest cena takiego czujnika - ponad 700 Euro netto. Obawiam się, że niewielu będzie klientów chętnych do zakupu tego rozwiązania, ale może więcej na usługi samego skanowania.