Strona 1 z 1
Wycinanie w mosiądzu
: 25 wrz 2018, 15:51
autor: spebik
Witam.
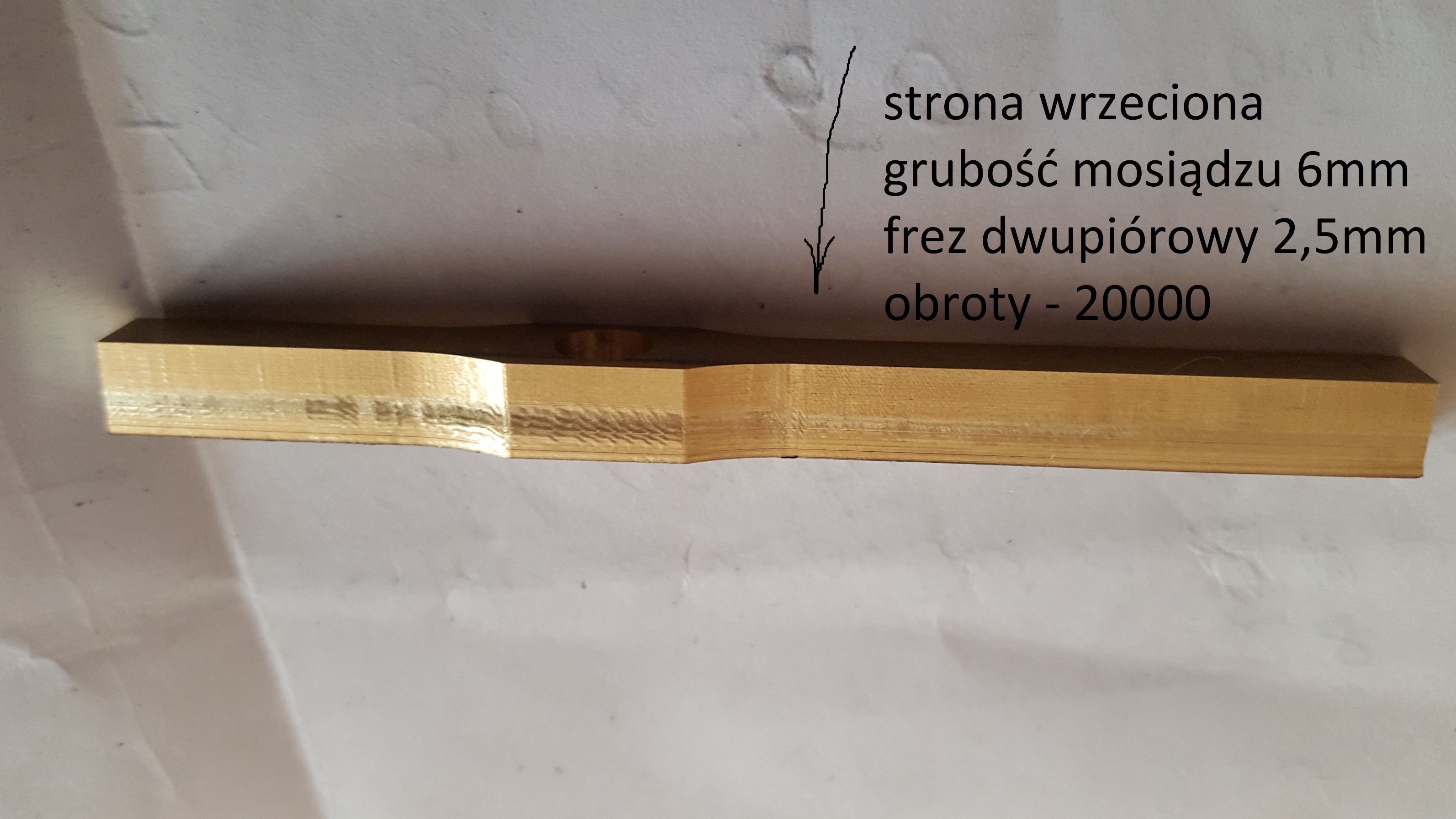
Mam problem z wycięciem elementu z mosiądzu.
Mniej więcej do połowy grubości jakość frezowania jest do zaakceptowania, ale później dzieją się dziwne rzeczy.
Nie są to głębokie rysy, ale ta struktura jest inna.
Dodam jeszcze, że po wycięciu tego kształtu i dokonaniu pomiarów okazuje się, że element się lekko rozszerza.
Znaczy to, że na początku frezowania wymiary są idealne, ale czym głębiej wchodzi frez, to wymiar całości jest większy.
Przy grubości materiału 6 mm różnica wynosi 0,15 mm.
Jestem starszą osobą i nie mam żadnego doświadczenia w tego typu obróbce.
Czy ktoś mógłby mnie choćby troszkę naprowadzić na właściwe dobranie parametrów lu nieco podszkolić?
Będę bardzo wdzięczny i z góry dziękuję!
Pozdrawiam
Wojtek
Re: Wycinanie w mosiądzu
: 26 wrz 2018, 08:45
autor: zibi
Wycinasz to w jednym przejściu? Układ jest chyba za mało sztywny albo są luzy na prowadnicach bo na liniowym odcinku są garby.
Re: Wycinanie w mosiądzu
: 26 wrz 2018, 10:00
autor: TOP67
Próbowałeś to wyciąć z lekkim naddatkiem i potem podfrezować na czysto? Jakieś 0,2 mm. Dłużej, ale w drugim podejściu można dać większe zagłębienia.
Re: Wycinanie w mosiądzu
: 26 wrz 2018, 12:35
autor: grg12
Na zdjęciu wygląda na przejazdy o głębokości 0.5mm co dla frezu 2.5mm nie powinno być problemem.
Fakt że wraz z zarys przedmiotu "rośnie" wraz z głebokością sugeruj że frez o coś ociera lub nie jest prostopadły do stołu. Zacznijmy od najprostszego - jaki to frez, jak długość części roboczej? Widziałeś jak powstawało uszkodzenie? Obszar był zniszczony od razu czy dopierio podczas cięcia następnej warstwy?
Stosujesz jakieś chłodziowo/olej? W mosiądzu w zasadzie nie powionno być konieczne ale kto wie... dość podobne uszkodzenie pojawiają się u mnie podczas cięcia aluminium w miejscach gdzie strumień z rozyplacza nie sięga.
Re: Wycinanie w mosiądzu
: 26 wrz 2018, 14:12
autor: spebik
Witam.
Bardzo dziękuję za odpowiedzi.
Frez dwupiórowy, pełnowęglikowy niemieckiej firmy Kemmer.
Długość robocza 9 mm
Przejazdy o głębokości 0.2 mm - 30 przejazdów.
Nie stosowałem chłodziwa ani smarowania.
Nie zauważyłem momentu powstawania bruzd, nie są one głębokie, ale zauważalne.
Czy smarowanie może poprawić jakość? Jeżeli tak to, czym smarować?
A może tak jak pisze kolega „TOP67” wyciąć element z lekkim naddatkiem (0,1-0.15 mm), a potem już jednym przejazdem na max. głębokości wyrównać powierzchnię. Nie wiem tylko, czy frez 2.5 mm wytrzyma taki nacisk.
Być może problemem jest sztywność mocowania elementu, gdyż mocuję go na dwie śrubki na obu końcach elementu.
Element leży na płycie ze sklejki, do której mocuję go tymi dwoma wkrętami do drewna.
Pozdrawiam
Wojtek
Re: Wycinanie w mosiądzu
: 26 wrz 2018, 14:30
autor: FTW
Zacznij od większego freza, fi4 powinno być już dobrze, ale polecam fi5 na trzpieniu 6. Do tego naddatek ok. 0,1-0,2mm i usunięcie wiórów z rowka odkurzaczem albo sprężonym powietrzem.
Ale jak maszyna jest mało sztywna to idealnie nie będzie, ale na pewno duzo lepiej.
Re: Wycinanie w mosiądzu
: 26 wrz 2018, 15:53
autor: grg12
Domyślam się że maszyna nie jest w stanie pociągnąć freza większego niz 3.175mm bo jakość cięcia jest dość kiepska (nawet poza uszkodzonym obszarem) - szczerze mówiąc rozpoznaje ten typ powierzchni bo moja zabawka robi bqrdzo podobnie i sam z tym walczę (przypuszczam że ma to związek z marną sztywnoscią wrzeciona). Co do problemu kolegi - mocowanie elementu do sklejki wkretami do drewna jest zlym pomysłem - szczególnie jeśli jest to tania, miekka sklejka (przetestowane na własnej skórze). Ta metoda może zadziałać przy wycinaniu elementów z dużego arkusza blachy ale przy obrobce małych kawałków niemal zawsze coś sie obluzuje - no i nie można stosować chłodzenia bo sklejka puchnie... To samo z klejem i taśma dwustronną (ta ostatnia jest szczególnie zdradliwa). Zrobiłem sobie "paletki" z płaskownika aluminiowego które przykrecane do stałych punktów na stole frezarki (mam tam "zatopione" stalowe tulejki z gwintem i precyzyjne kołki o które opieram "paletke" podczas przykrecania) - przykrecam paletke do stołu, zaznaczam frezarką punkty pod śruby mocujące materiał, na zewnętrznej wiertarce wierce otwory, gwintuję lub robię od spodu rozwiercenia pod łby śrób m4, przykrecam materiał do paletki, mocuje paletke do stołu i jazda

Kiedy paletka wygląda jak sito robię nową. Co do chłodzenia - spróbuj dać odrobinę oleju do gwintowania ale nie sądzę żeby wiele pomogło. Kolejna sprawa - musisz dobrać szybkość posuwu do obrotów - wbrew pozorom zbieranie zbyt cienkiego wióra może pogorszyć jakość powierzchni. Można to obliczyć dzieląc posów w milimetrach na minute przez ilość ostrzy i przez obroty - uzyskujemy grubość wióra na ostrze. W przypadku tak małego i ostrego freza staram sie celować w przedział 1-3 setnych mm. (Przy 20 tyś obrotów i frezie z dwoma ostrzami - pi razy oko posów w okolicy 500mm na minutę).
Zagłebienie 0.2mm na przejście jest baaaardzo ostrożne - ale też powoduje szybkie zużycie freza bo pracuje tylko samym koniuszkiem. Wiem że ciężko jest zaryzykować "życie" freza ale nawet na dość słabej frezarce frez 2.5mm powinien sobie poradzić z zagłebieniem 0.5mm w mosiądzu podczas cięcia pełną szerokością. Przy cięciu wykanczajacym - proponowanym przez TOP67 - zbierając 0.3mm na szerokości 3mm zagłębienia nie powinny być problemem. Powyższe może się niestety nie sprawdzać dla niektórych chińskich frezarek...
Re: Wycinanie w mosiądzu
: 26 wrz 2018, 16:05
autor: jasiu...
Obroty 20 tys! to gdzie jest wiór? Pewnie w kanałku zostaje wgniatany w materiał, stąd ta "faktura". Nadmuch powietrza z kompresora na frez powinien pomóc.
Re: Wycinanie w mosiądzu
: 26 wrz 2018, 19:38
autor: Yarec
https://www.e-darmet.pl/plynny-smar-500 ... 55762.html
zapobiega nawarstwianiu materiału na przy krawędziach skrawających (miedź, mosiądz, aluminium i nie tylko)
powodujące często takie efekty jak na foto Autora (szkoda że nie odbiera PW)
Re: Wycinanie w mosiądzu
: 26 wrz 2018, 20:13
autor: spebik
Witam ponownie...
Bardzo dziękuję za odpowiedzi.
Zrobiłem porządne mocowanie materiału, ale poprawa jest niewielka.
Jednak zmiana freza z kupionego na allegro na tej samej firmy Kemmer jednak kupionego w Niemczech radykalnie poprawiła jakość!
Wygląda na to, że frezy z allegro to 2,3 a może nawet 5 klasa.
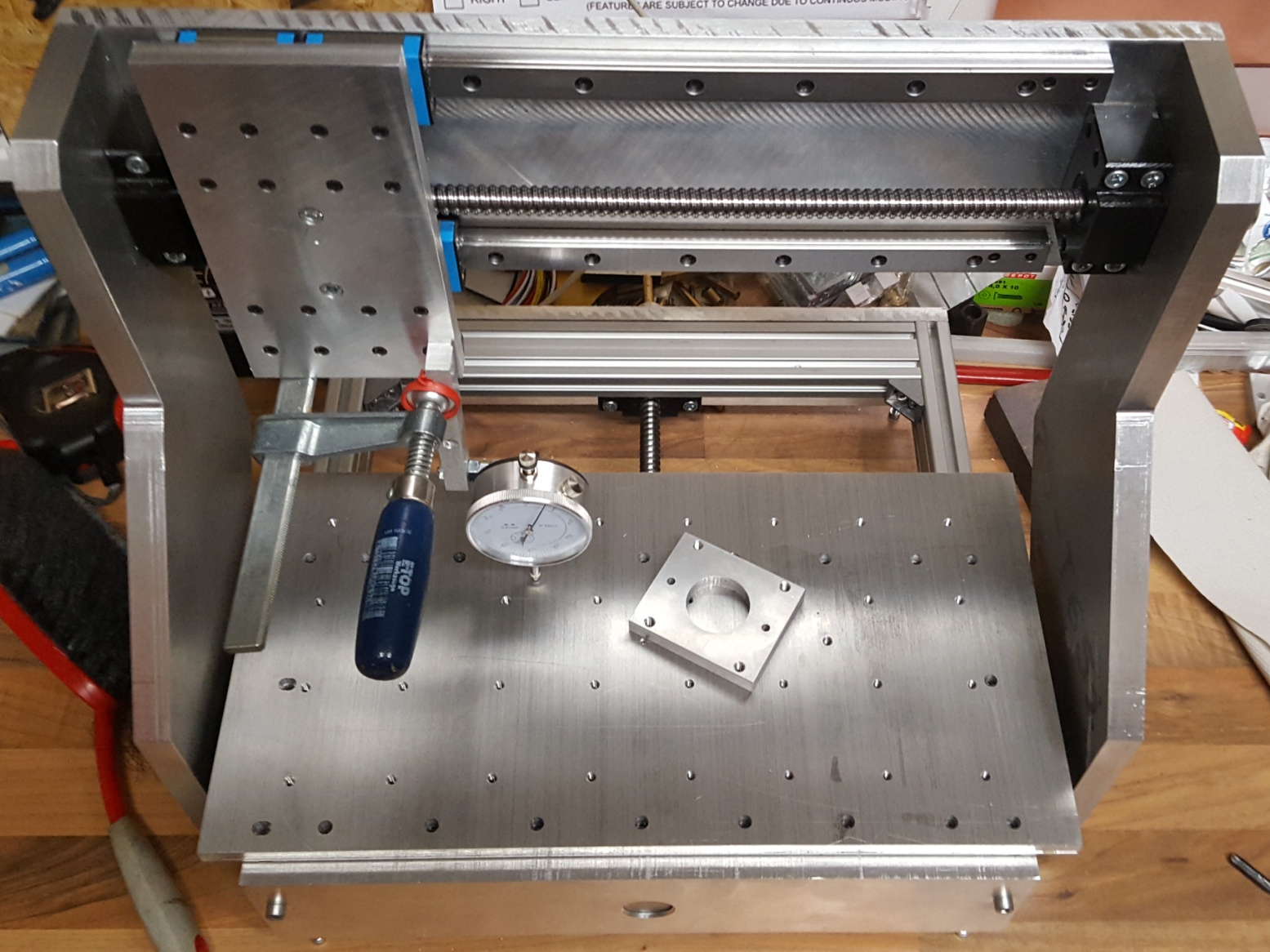
Moja frezarka jest home made jednak trochę sztywniejsza od chińczyka.
Wrzeciono to KRESS 800 FME-Q
Zdjęcie mojej frezarki jeszcze z okresu budowy (Zdjęcia ostatecznego wyglądy mam na innym kompie)
Pozdrawiam
Wojtek