Dobór parametrów oraz frezów do obróbki aluminium
: 20 kwie 2017, 23:31
Dobry wieczór Panowie!
Pracuję teraz w pracy nad projektem, a konkretniej frezowanie i wycinanie detalu z blachy aluminiowej.
Docelowo detal ma być produkowany z blachy 5mm oraz 6mm, lecz chwilowo robię próby na płytach o grubości 8mm, które planuję na wymagany wymiar.
Obróbkę wykonuję frezami trzpieniowymi DOLFA.
Planowanie - frez 3 piórowy fi12
Otwory - frez 1 piórowy fi3
Wycinanie - frez 1 piórowy fi4
Maszyna na której pracuję to 3 osiowy ploter frezujący.
Mocowanie detalu : za pomocą stołu próżniowego
Chłodzenie : mgła olejowa
Problem mam z dobraniem narzędzia i parametrów do wycinania.
Próbowałem to robić:
-frezem 1 piórowym fi4 z warstwą skrawania 1mm, obroty 15000/min i prędkością posuwu 2500 mm/min (zejście w materiał po rampie długości 10mm)
-frezem 1 piórowym fi4 z warstwą skrawania 1mm, obroty 15000/min i prędkością 2000 mm/min (Wycinanie po spirali)
-frezem 1 piórowym fi 4 z warstwą skrawania 1mm, obroty 18000/min i prędkością posuwu 2500 mm/min (wycinanie po spirali)
Frezowanie w programie ustawione na współbieżnie.
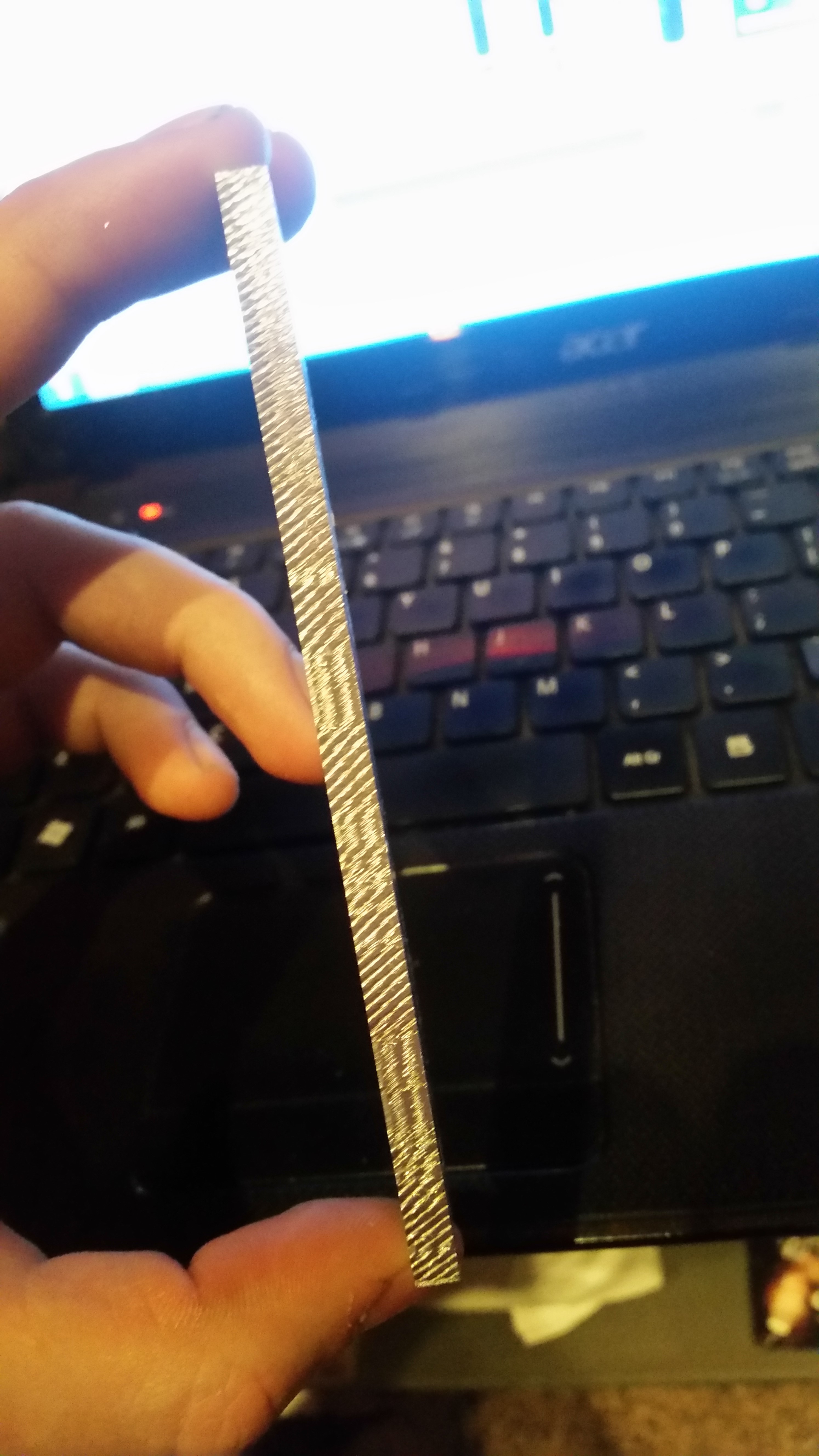
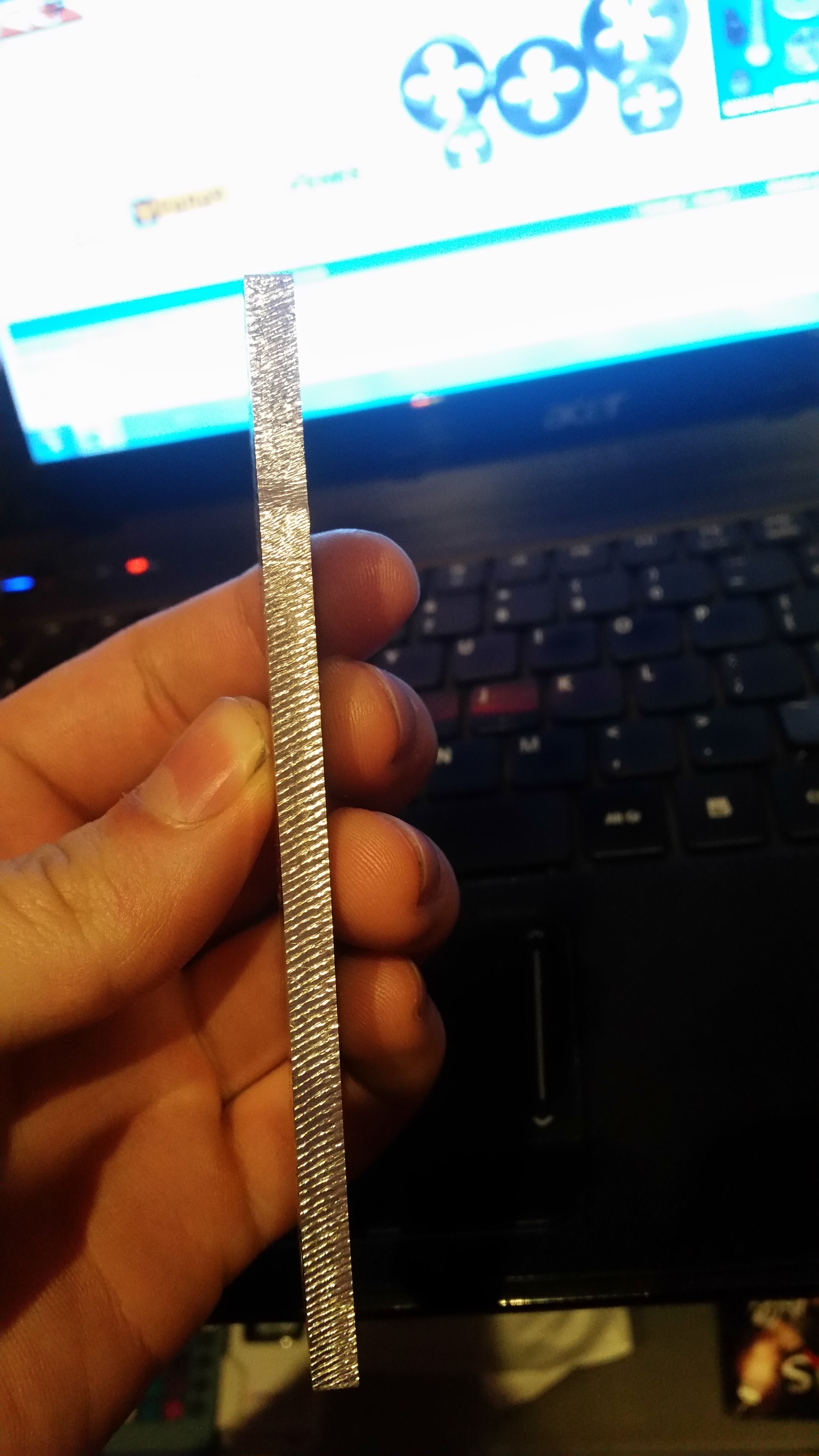
Efekt jest taki że na krawędziach cięcia pozostaje struktura jak na pilniku, jest ostra.
Co może być źle ustawione w parametrach, że wychodzi taka krawędź?
Może doradzicie jakieś inne parametry do tej operacji lub jakieś inne narzędzie które poprawi jakość tej krawędzi?
Zamieszczam foto jak wygląda krawędź po wycinaniu:
Pozdrawiam i liczę na pomoc od specjalistów
Pracuję teraz w pracy nad projektem, a konkretniej frezowanie i wycinanie detalu z blachy aluminiowej.
Docelowo detal ma być produkowany z blachy 5mm oraz 6mm, lecz chwilowo robię próby na płytach o grubości 8mm, które planuję na wymagany wymiar.
Obróbkę wykonuję frezami trzpieniowymi DOLFA.
Planowanie - frez 3 piórowy fi12
Otwory - frez 1 piórowy fi3
Wycinanie - frez 1 piórowy fi4
Maszyna na której pracuję to 3 osiowy ploter frezujący.
Mocowanie detalu : za pomocą stołu próżniowego
Chłodzenie : mgła olejowa
Problem mam z dobraniem narzędzia i parametrów do wycinania.
Próbowałem to robić:
-frezem 1 piórowym fi4 z warstwą skrawania 1mm, obroty 15000/min i prędkością posuwu 2500 mm/min (zejście w materiał po rampie długości 10mm)
-frezem 1 piórowym fi4 z warstwą skrawania 1mm, obroty 15000/min i prędkością 2000 mm/min (Wycinanie po spirali)
-frezem 1 piórowym fi 4 z warstwą skrawania 1mm, obroty 18000/min i prędkością posuwu 2500 mm/min (wycinanie po spirali)
Frezowanie w programie ustawione na współbieżnie.
Efekt jest taki że na krawędziach cięcia pozostaje struktura jak na pilniku, jest ostra.
Co może być źle ustawione w parametrach, że wychodzi taka krawędź?
Może doradzicie jakieś inne parametry do tej operacji lub jakieś inne narzędzie które poprawi jakość tej krawędzi?
Zamieszczam foto jak wygląda krawędź po wycinaniu:
Pozdrawiam i liczę na pomoc od specjalistów