



Detal nie jest skończony . Bo trzeba go jeszcze obracać a na dziś już koniec. Ale fakt posiadam tylko jeden frez VHM. Muszę zakupić większą ilość bo wcześńiej czy późńiej ten mi sie stępi
Frez zatrzymuje się w tulejce ER20. Czy parametry mam ok?
-
kubomanik
Autor tematu - Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 10
- Posty: 63
- Rejestracja: 28 paź 2015, 21:13
- Lokalizacja: Kraków
Ten frez fi 14 jest już uszkodzony . Nic z niego nie będzie. Przefrezowałem już sobie to co miałem przefrezować na frezie VHM . Wyszło super 
Detal nie jest skończony . Bo trzeba go jeszcze obracać a na dziś już koniec. Ale fakt posiadam tylko jeden frez VHM. Muszę zakupić większą ilość bo wcześńiej czy późńiej ten mi sie stępi
Detal nie jest skończony . Bo trzeba go jeszcze obracać a na dziś już koniec. Ale fakt posiadam tylko jeden frez VHM. Muszę zakupić większą ilość bo wcześńiej czy późńiej ten mi sie stępi
Tagi:


-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 7974
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Na moim kalkulatorze też tak wyszło ...... , ale skąd wytrzasnąłeś takie Vc dla tego freza ?kubomanik pisze: ... Proszę bardzo o sprawdzenie obliczeń. W którym miejscu jest błąd. Obliczenia opisałem dokładnie w arkuszu kalkulacyjnym w załączniku.
Obliczenia sam dokonałem a następnie skorzystałem z kalkulatora WNT. Wyniki prawie się potwierdziły. ...
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
kubomanik
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 10
- Posty: 63
- Rejestracja: 28 paź 2015, 21:13
- Lokalizacja: Kraków
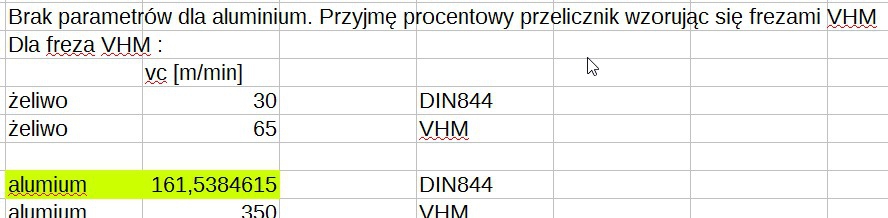
Ta jak pisałem Producent nie potrafi określić parametrów obróbki Musiałem sobie jakoś radzić
Wziałe tego producenta paramtry dla podobnego freza VHM dla aluminium i żeliwa
Miałem parametry dla freza HSS dla żeliwa i z proporcji obliczyłem vc dla moego freza.
Przy tej prędkości obrotowej frez zatrzymał mi się w materiale. Dla większej prędkości 8000 - 9000 frezik szedł ale też się nie zagłębił
-
steff.k
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 4
- Posty: 529
- Rejestracja: 07 paź 2013, 20:12
- Lokalizacja: Kraków/Kraśnik
Ja bym jeszcze raz podkreślił, że przy obrabianiu aluminium chińczykiem rozsądny frez to 6mm, a nie 14mm!!!.
Ja dla freza 6mm 2p węglikowego bym ustawił:
obroty 10-12Krpm
posów 1500-2500 mm/min
głębokość 1-2mm
szerokość 4mm
chłodzenie flood
Oczywiście w zależności od detalu, jego mocowania, rodzaju alu i innych parametry trzeba odpowiednio zmodyfikować.
ED: Frez to chińczyk noname z Alleg za 20PLN
Ja dla freza 6mm 2p węglikowego bym ustawił:
obroty 10-12Krpm
posów 1500-2500 mm/min
głębokość 1-2mm
szerokość 4mm
chłodzenie flood
Oczywiście w zależności od detalu, jego mocowania, rodzaju alu i innych parametry trzeba odpowiednio zmodyfikować.
ED: Frez to chińczyk noname z Alleg za 20PLN
Serwa DC Rulez!!!
Frezowanie gwintów
Frezowanie gwintów
-
bartx
- Znawca tematu (min. 80)
")
- Posty w temacie: 3
- Posty: 85
- Rejestracja: 01 lut 2009, 19:40
- Lokalizacja: Pszczyna
Parametry katalogowe to jedno, zazwyczaj ograniczeniem w przypadku mniejszych maszyn są możliwości sprzętowe czyli sztywność i charakterystyka wrzeciona. Jeśli mam Kressa i obrabiam aluminium, to nie ustawiam mu obrotów 10000 bo tak było w katalogu, tylko dobieram narzędzie i parametry tak, aby mogło lecieć na maksymalnych obrotach nawet kosztem żywotności narzędzia, które kosztuje 30 albo 40 zł.steff.k pisze:Ja bym jeszcze raz podkreślił, że przy obrabianiu aluminium chińczykiem rozsądny frez to 6mm, a nie 14mm!!!.
Ja dla freza 6mm 2p węglikowego bym ustawił:
obroty 10-12Krpm
posów 1500-2500 mm/min
głębokość 1-2mm
szerokość 4mm
chłodzenie flood
Oczywiście w zależności od detalu, jego mocowania, rodzaju alu i innych parametry trzeba odpowiednio zmodyfikować.
ED: Frez to chińczyk noname z Alleg za 20PLN
Datron w tych maszynach ma wrzeciona 3kW i 40000 RPM. Patrząc po tym z jaką siłą wyrzucane są wióry podejrzewam, ze prędkość skrawania będzie ok 800-1000 m/min.
-
kubomanik
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 10
- Posty: 63
- Rejestracja: 28 paź 2015, 21:13
- Lokalizacja: Kraków
Mam freza WNT fi 6 mm . Prędkość vc to około 240 m/min więc nie tak dużo jak koledzy piszą.
Prędkość obrotowa około 9500 obr / min
Jako wrzeciono mam chińczyka 2.2 kW i to jest najsłabsza część mojej frezarki . Ogólnie będę rozglądał się za innymi frezami dla tego wrzeciona. Na myśl przychodzi mi jeszcze głowiczka 12 mm tak by można było efektywnie planować i frez VHM 8 mm
Frezik 14 mm z HSS do alu kupiłem bo wydawało mi się że spokojnie moje wrzeciono go uciagnie. Czemu stawał w materiale ? Mam podejrzenia że jednak coś jest nie tak z oprawką ale cóż już dalej nie będę tego tematu kopał tylko dozbieram na freziki VHM
Prędkość obrotowa około 9500 obr / min
Jako wrzeciono mam chińczyka 2.2 kW i to jest najsłabsza część mojej frezarki . Ogólnie będę rozglądał się za innymi frezami dla tego wrzeciona. Na myśl przychodzi mi jeszcze głowiczka 12 mm tak by można było efektywnie planować i frez VHM 8 mm
Frezik 14 mm z HSS do alu kupiłem bo wydawało mi się że spokojnie moje wrzeciono go uciagnie. Czemu stawał w materiale ? Mam podejrzenia że jednak coś jest nie tak z oprawką ale cóż już dalej nie będę tego tematu kopał tylko dozbieram na freziki VHM
-
steff.k
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 529
- Rejestracja: 07 paź 2013, 20:12
- Lokalizacja: Kraków/Kraśnik
Całkowicie się z Tobą zgdzam dlatego podałem parametry jakie ja bym ustawił, a nie katalogowebartx pisze:Parametry katalogowe to jedno, zazwyczaj ograniczeniem w przypadku mniejszych maszyn są możliwości sprzętowe czyli sztywność i charakterystyka wrzeciona. Jeśli mam Kressa i obrabiam aluminium, to nie ustawiam mu obrotów 10000 bo tak było w katalogu, tylko dobieram narzędzie i parametry tak, aby mogło lecieć na maksymalnych obrotach nawet kosztem żywotności narzędzia, które kosztuje 30 albo 40 zł.
Datron w tych maszynach ma wrzeciona 3kW i 40000 RPM. Patrząc po tym z jaką siłą wyrzucane są wióry podejrzewam, ze prędkość skrawania będzie ok 800-1000 m/min.
Myśle że spokojnie możesz go pociągnąć tymi parametrami co podałem.kubomanik pisze:Mam freza WNT fi 6 mm . Prędkość vc to około 240 m/min więc nie tak dużo jak koledzy piszą.
Prędkość obrotowa około 9500 obr / min
Też mam chińczyka 2.2KW i imho frez 12 mm to zdecydowanie za dużokubomanik pisze: Jako wrzeciono mam chińczyka 2.2 kW i to jest najsłabsza część mojej frezarki . Ogólnie będę rozglądał się za innymi frezami dla tego wrzeciona. Na myśl przychodzi mi jeszcze głowiczka 12 mm tak by można było efektywnie planować i frez VHM 8 mm
Stawało bo falownik wyżucał bład że jest przeciążony. Nie bardzo rozumiem jak oprawka może na to wpływać.kubomanik pisze: Frezik 14 mm z HSS do alu kupiłem bo wydawało mi się że spokojnie moje wrzeciono go uciagnie. Czemu stawał w materiale ? Mam podejrzenia że jednak coś jest nie tak z oprawką ale cóż już dalej nie będę tego tematu kopał tylko dozbieram na freziki VHM
Serwa DC Rulez!!!
Frezowanie gwintów
Frezowanie gwintów
-
kubomanik
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 10
- Posty: 63
- Rejestracja: 28 paź 2015, 21:13
- Lokalizacja: Kraków
A widzisz - rzuciłeś nowy cień tą sprawę. Wydawało mi się że oprawka obracała się i ocierała o powierzchnie walcową freza który tkwił nieruchomy w materiale. Tak mi się wydawało ale teraz nie umiem wykluczyć że falownik wyłączał mi wrzeciono. Po podwyższeniu wrzeciona frez się obracał normalnieStawało bo falownik wyżucał bład że jest przeciążony. Nie bardzo rozumiem jak oprawka może na to wpływać.
Jutro spróbuję znaleźć filmik z youtube. Na tym filmiku właściciel frezarki ma głowiczkę fi 12 i fajnie pracuję oraz podpis że frezuje wrzecionem 2.2 kW. Nie wiem jakie to dokładnie wrzeciono. Nie będę ukrywał ze tym filmikiem się kierowałem co do głowiczki . Ciekaw bedę Twojej opini po obejrzeniu filmiku






