Dobór freza tarczowego
: 20 maja 2015, 22:39
Witam,
Jako osoba która dopiero zaczyna pracę przy obróbce skrawaniem mam pytanie.
Mam do wykonania rowek o długości około 60mm, głębokości 16mm i szerokości 3mm, materiał który mam obrobić to stal do ulepszania cieplnego (jeszcze przed OC), planuję użycie frezarki poziomei i freza tarczowego HSS mniej więcej takiego:
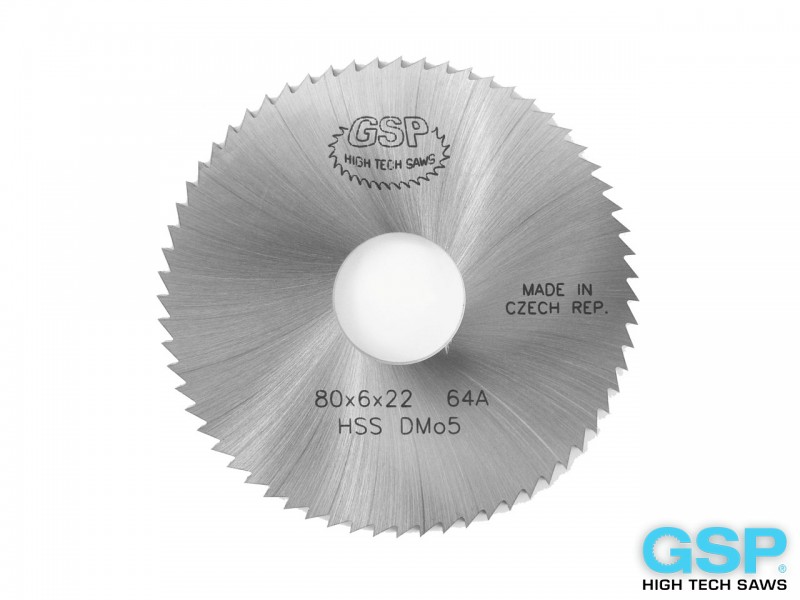
Chciałbym dowiedzieć się na jakiej zasadzie dobiera się średnicę takiego freza, zauważyłem że otwory mocujące frezy na trzpienie frezarek mają różna średnice(16, 22, 27mm itd) i niektóre mają dodatkowe 2 otwory mocujące, niektóre mają nacięcia pod wpust i są takie które mają tylko otwór, nie wiem niestety jak wygląda dokładnie mocowanie takiego freza do trzpienia i
jaka jest jego średnica. Zależy mi aby średnica takiego freza była możliwie najmniejsza. Byłbym wdzięczny za konkretną odpowiedź jaki frez powinienem zamówić a jeszcze bardziej za wyjaśnienie zasady na podstawie której dobieramy średnicę freza tarczowego.
Jako osoba która dopiero zaczyna pracę przy obróbce skrawaniem mam pytanie.
Mam do wykonania rowek o długości około 60mm, głębokości 16mm i szerokości 3mm, materiał który mam obrobić to stal do ulepszania cieplnego (jeszcze przed OC), planuję użycie frezarki poziomei i freza tarczowego HSS mniej więcej takiego:
Chciałbym dowiedzieć się na jakiej zasadzie dobiera się średnicę takiego freza, zauważyłem że otwory mocujące frezy na trzpienie frezarek mają różna średnice(16, 22, 27mm itd) i niektóre mają dodatkowe 2 otwory mocujące, niektóre mają nacięcia pod wpust i są takie które mają tylko otwór, nie wiem niestety jak wygląda dokładnie mocowanie takiego freza do trzpienia i
jaka jest jego średnica. Zależy mi aby średnica takiego freza była możliwie najmniejsza. Byłbym wdzięczny za konkretną odpowiedź jaki frez powinienem zamówić a jeszcze bardziej za wyjaśnienie zasady na podstawie której dobieramy średnicę freza tarczowego.




