



")
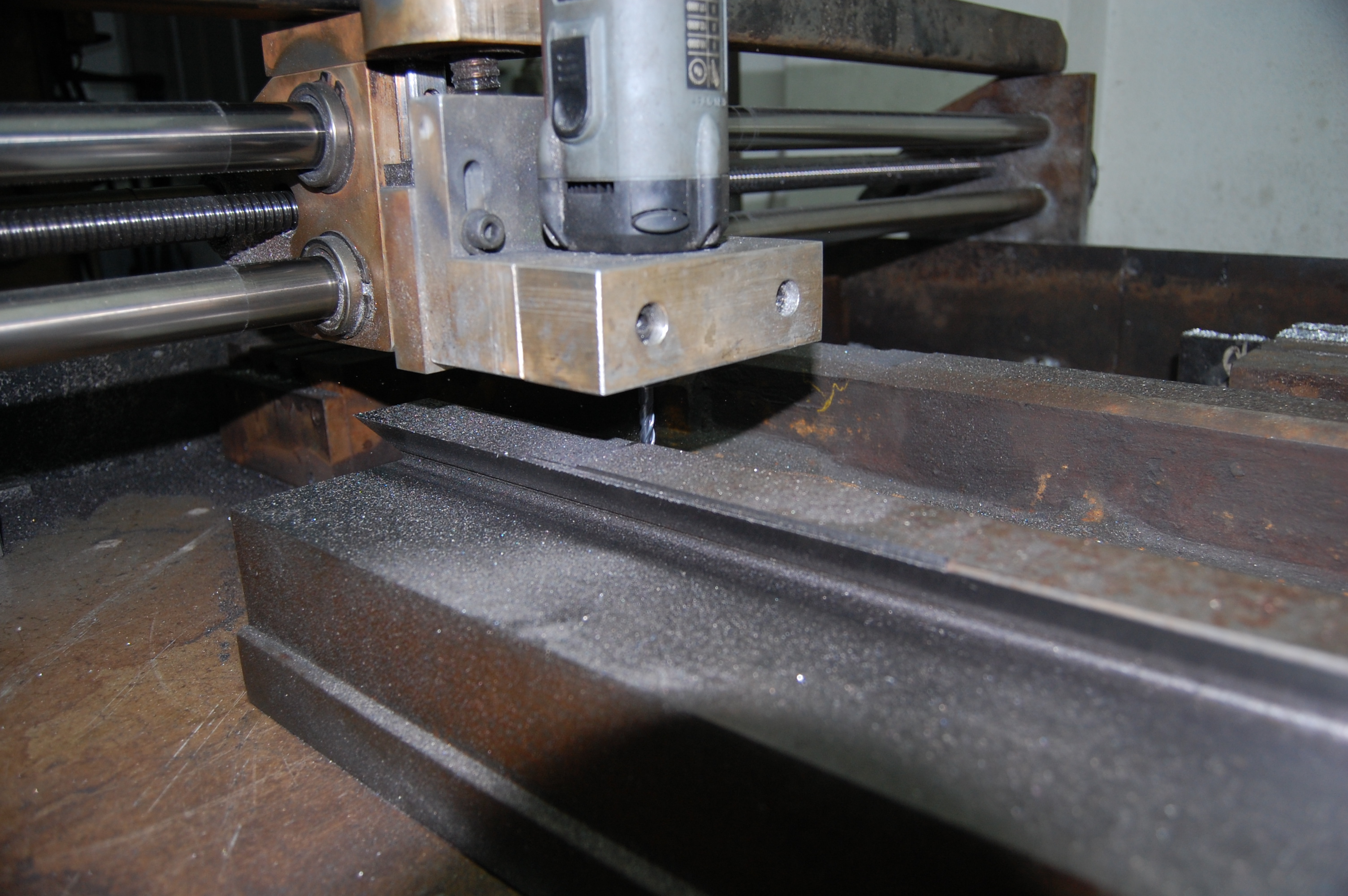
Do budowy mojej tokarki wykorzystałem stare żeliwne łoże. W części wewnętrznej jest ono w bardzo dobrym stanie więc tymczasowo zostały tam zamontowane prowadnice liniowe Rextotha rozmiar 35 (jednakowy rozstaw dzięki płycie aluminiowej pomiędzy prowadnicami). Docelowo prowadnice mają znajdować się po zewnętrznej części łoża. Jak widać na fotkach ta część jest nieco wytarta stąd konieczność jej obróbki. Początkowo chciałem zlecić to jakiejś firmie ale takie koszta to nie na mój budżet
Konstrukcja mojej tokarki wydaje mi się że pozwala na wykonanie takiej pryzmy we własnym zakresie - na suporcie poprzecznym znajduje się coś w rodzaju osi Z. Przeprowadziłem pierwsze próby frezem HSS ø6 i efekt jest zadawalający.
Proszę o pomoc w doborze parametrów takiej obróbki bo jest to dla mnie całkiem nowy temat. Moje parametry dla freza dwupiórowego ø6 były S4000 F400
Czy takim frezem da rade wyfrezować dwa rowki o głębokości 3mm szer. 34mm i długości 1800mm każdy? Z uwagi na żeliwo frezowanie na sucho.
Tokarka przeznaczona będzie do obrórki drewna i aluminium.
To co posiadam:
wrzeciono Perske 1,5kw 23 000obr/min sterowane falownikiem tulejki 2-13mm
frezy HSS dwupiórowe ø4 ø6 ø8 ø10
Będę wdzięczny za wszelkie sugestie.
Pozdrawiam i życzę Wesołych Świąt



")

")







