



Witam,
Pytanie jest pewnie tak banalne ze na całym forum nie udalo sie mi znaleść odpowiedzi.
Jezeli mam frez o takiej samej srednicy ostrza jak i trzpienia do mocowania (fi 4) to czy mogę nim wybierać otwór fi 20. na głebokość powiedzmy 20mm jeżeli Ostrze ma 8mm a całe narzędzie 38mm
Oczywiście nie na raz. bede to robił zbierając po 1 mm.
Jeżeli jest to dopuszczalne to czy są jakies zasady dotyczące robienia otworów frezami. Jestem sobie w stanie wyobrazić ze frezem nie powinnno się wiercić otworów o tej samej srednicy co frez, ale jak dużo powinno być luzu w otworze na odprowadzenie wiórów?
Maciej
Czy wolno frezować w głąb poniżej, obszaru roboczego freza.

-
kaleena
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 3
- Posty: 442
- Rejestracja: 11 mar 2008, 10:22
- Lokalizacja: B-ce
Narzędzie będzie zacierać trzonkiem obrabiany detal. Rozwiązaniem jest delikatne przeszlifowanie trzonka (ok. 0.3mm na średnicy) na interesującej nas długości lub całego, jeśli mamy taką możliwość. Pamiętać trzeba, że im głębiej, tym frez traci na sztywności, będzie go "odpychać" od ścianki, jest większe ryzyko złamania.
Dlaczego frez fi4 do otworu fi20? Z reguły lepiej jest wywiercić mniejszy otwór i go rozfrezować na wymiar - frez dostaje mniej w d..ę, wióry mają gdzie ujść.
Dlaczego frez fi4 do otworu fi20? Z reguły lepiej jest wywiercić mniejszy otwór i go rozfrezować na wymiar - frez dostaje mniej w d..ę, wióry mają gdzie ujść.
-
xsherlock
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 4
- Posty: 10
- Rejestracja: 10 gru 2010, 15:22
- Lokalizacja: Warszawa
Chce wykonać taki detal, który z resztą bedzie robiony na 2 strony.
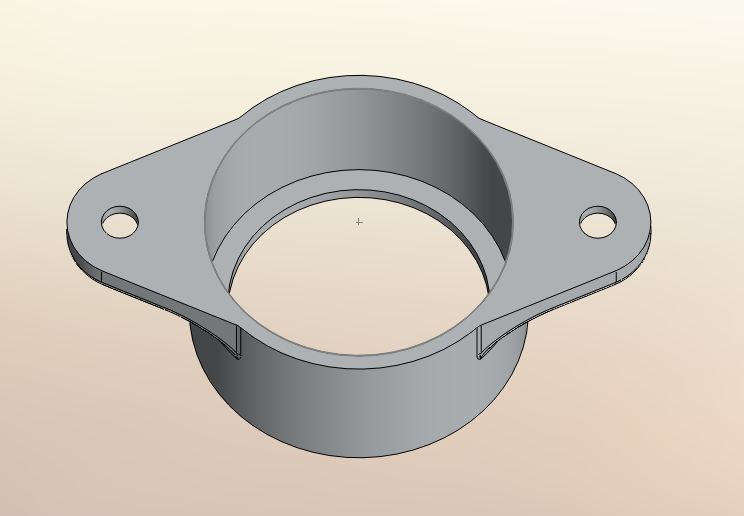
Ale zacząć musze od wycięcia tego wgłębienia, które ma rant taki ze od drugiej stron nie da się. Fi 20mm wgłebienie do rantu 10.5 mm i potem 1mm tego rantu.
Moja maszyna może wziąźć frezy do 7mm wrzeciono VFD 800W 24000 obrotów/s
Gdzieś wyczytalem ze dla takiej mocy to alu max 5mm, dlatego dla marginesu chciałem zacząć robić to frezem 4mm. Ale to moje wymysły, chetie posłucham jak to powinno być naprawde.
Ale zacząć musze od wycięcia tego wgłębienia, które ma rant taki ze od drugiej stron nie da się. Fi 20mm wgłebienie do rantu 10.5 mm i potem 1mm tego rantu.
Moja maszyna może wziąźć frezy do 7mm wrzeciono VFD 800W 24000 obrotów/s
Gdzieś wyczytalem ze dla takiej mocy to alu max 5mm, dlatego dla marginesu chciałem zacząć robić to frezem 4mm. Ale to moje wymysły, chetie posłucham jak to powinno być naprawde.
")
-
kaleena
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 442
- Rejestracja: 11 mar 2008, 10:22
- Lokalizacja: B-ce
Też parę sztuk mamy takich frezów i jest to dobre rozwiązanie - nie wiem, dlaczego w większości wypadków, producenci robią fi freza=fi trzonka.zbigsm pisze:Ja do głębokich otworów i kieszeni kupiłem kiedyś frezy produkcji CCCP
Średnica robocza 6,3 mm, chwyt 6 mm, więc nie ociera o obrabiany materiał.

-
MxM
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 228
- Rejestracja: 21 mar 2008, 11:41
- Lokalizacja: Łódź
- Kontakt:
Fi 4mm troche maly, jesli max 7mm to kompromisem bedzie frez fi 6mm, np z dolfamexu typowo do obr aluminium (ja uzywam tych 2 ostrzowych).xsherlock pisze:Chce wykonać taki detal, który z resztą bedzie robiony na 2 strony.
Ale zacząć musze od wycięcia tego wgłębienia, które ma rant taki ze od drugiej stron nie da się. Fi 20mm wgłebienie do rantu 10.5 mm i potem 1mm tego rantu.
Moja maszyna może wziąźć frezy do 7mm wrzeciono VFD 800W 24000 obrotów/s
Gdzieś wyczytalem ze dla takiej mocy to alu max 5mm, dlatego dla marginesu chciałem zacząć robić to frezem 4mm. Ale to moje wymysły, chetie posłucham jak to powinno być naprawde.
Obroty okolo 15tys, posuw 2tys, przy zbieraniu po 1mm zapotrzebowanie na moc wyniesie ponizej 1kW.
No i jakis lepszy kawalek aluminium, zeby sie nie kleilo.






