Ślad głowicy
: 13 paź 2021, 22:39
Frezuję zgrubnie głowicą fi100 na starej jarocince.
Ostatnio nie sposób ustawić sensownie prostopadłości wrzeciona.
Kiedyś przy frezowaniu w X z lewej do prawej i z prawej do lewej
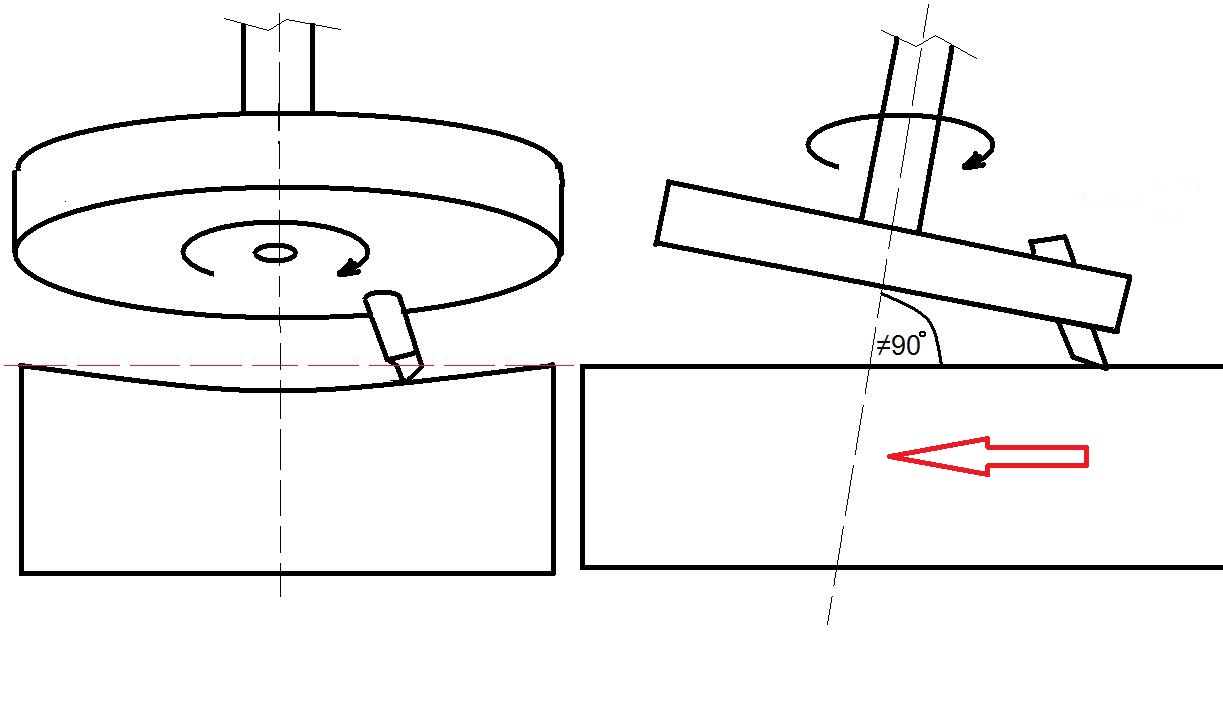
dało się ustawić tak, że głowica brała przodem i delikatnie zarysowywała tyłem
zostawiając czasem jednolitą powierzchnię a czasem delikatny krzyżowy ślad na powierzchni
i cała powierzchnia zabierana głowicą miała jednakowy wymiar.
A teraz w jedną i w drugą stroną bierze przodem i tyłem
i dodatkowo na środku śladu jest 5 setek mniej niż na brzegach.
Jaki luz jest za to odpowiedzialny? Gdzieś w prowadnicach stołu
czy łożyska w głowicy? Maszyna pracuje tylko i wyłącznie
głowicami w pionie - imadło od kilku lat w stałym położeniu na środku stołu.
Frezowanie w 95% tylko w X - długość max 300mm - najczęściej drobiazgi do 100mm.
Ostatnio nie sposób ustawić sensownie prostopadłości wrzeciona.
Kiedyś przy frezowaniu w X z lewej do prawej i z prawej do lewej
dało się ustawić tak, że głowica brała przodem i delikatnie zarysowywała tyłem
zostawiając czasem jednolitą powierzchnię a czasem delikatny krzyżowy ślad na powierzchni
i cała powierzchnia zabierana głowicą miała jednakowy wymiar.
A teraz w jedną i w drugą stroną bierze przodem i tyłem
i dodatkowo na środku śladu jest 5 setek mniej niż na brzegach.
Jaki luz jest za to odpowiedzialny? Gdzieś w prowadnicach stołu
czy łożyska w głowicy? Maszyna pracuje tylko i wyłącznie
głowicami w pionie - imadło od kilku lat w stałym położeniu na środku stołu.
Frezowanie w 95% tylko w X - długość max 300mm - najczęściej drobiazgi do 100mm.