Frezareczka - nawet spora
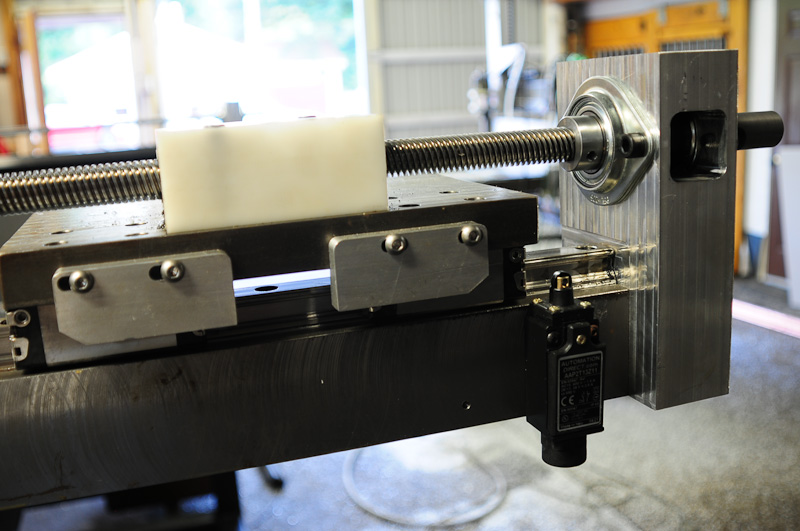
Nakrętki trapezowe osi Y

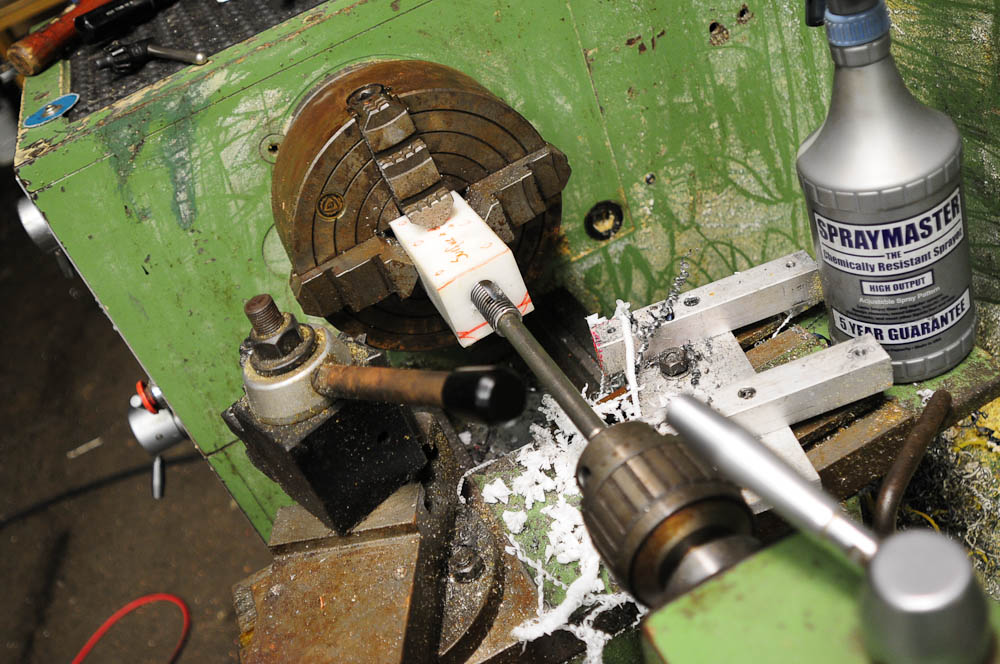
Technologia wykonania tych nakrętek


Obsługa, Programowanie i Budowa Maszyn Numerycznych







")
")
No dobrze, kolega wyjątkowo uprzemy się zrobił, więc odpowiem. Może w kontekście tego jednego posta jest tam duży skrót myślowy, ale nawiązywałem do nakrętek poliamidowych, o których była mowa wcześniej. Kiedyś toczyła się inna dyskusja o samodzielnym robieniu takich nakrętek za pomocą gwintownika ze śruby. Ktoś dalej wpadł na pomysł, żeby zlecić tę robotę tokarzowi (który miał stosowny gwintownik, padły jakieś kwoty za wykonanie zbiorowe). Autor tamtego wątku zrobił sobie sam, a inni zamówili u tokarza i wszyscy byli zadowoleni, zrobił się mały szum w temacie, pojawiło się zainteresowanie - ktoś podchwycił temat i zaczął oferować "profesjonalne" nakrętki poliamidowe na allegro. Nie pisałem, że to ten od gwintownika ze śruby.tuxcnc pisze:Wiesz, polonistą to ja nie jestem, ale tego to chyba inaczej zrozumieć się nie da.Takie czyli jakie ?ezbig pisze:robił sobie gwintownik ze śruby i gwintował (...) pojawiły się oferty na takie nakrętki
.

Przypuszczalnie dotyczy to obróbki ręcznej.tuxcnc pisze:Już Wam wcześniej pisałem, że poliamid fatalnie się obrabia....
......
Poliamid trochę się skrawał, trochę walcował i trochę sprężynował, więc gwint ma mniejszą średnicę niż gwintownik ...
To wszystko, jak wspomniałem na wstępie, nowym gwintownikiem trapezowym.
Zwykłe gwinty metryczne wychodzą makabrycznie.
.
Może gwintownik był rozgrzany po tej pierwszej i wyszło inaczej. W tym wątku https://www.cnc.info.pl/topics56/ous1-cnc-katowicki-... kolega panzmiasta proponuje podgrzanie gwintownika do 70st.C dla lepszej obróbki.tuxcnc pisze:Jedna poliamidowa wyszła ciasno, druga z małym luzem, cholera wie dlaczego nie tak samo.
Natomiast nakrętka z brązu ma taki luz, jakby była z zupełnie innej bajki.
Wtórny analfabetyzm ?Zbych07 pisze:Przypuszczalnie dotyczy to obróbki ręcznej.
Żeby w pełni zrozumieć twoje często kąśliwo - napastliwe ozdobniki, których pełne są Twoje posty, musiałbym przesunąć się w obszar Twojego poziomutuxcnc pisze:Wtórny analfabetyzm ?Zbych07 pisze:Przypuszczalnie dotyczy to obróbki ręcznej.
Może byś najpierw przeczytał post na który odpowiadasz i spróbował zrozumieć znaczenie słów których tam użyłem ?
------------
.

")






