Pawcio123 pisze:
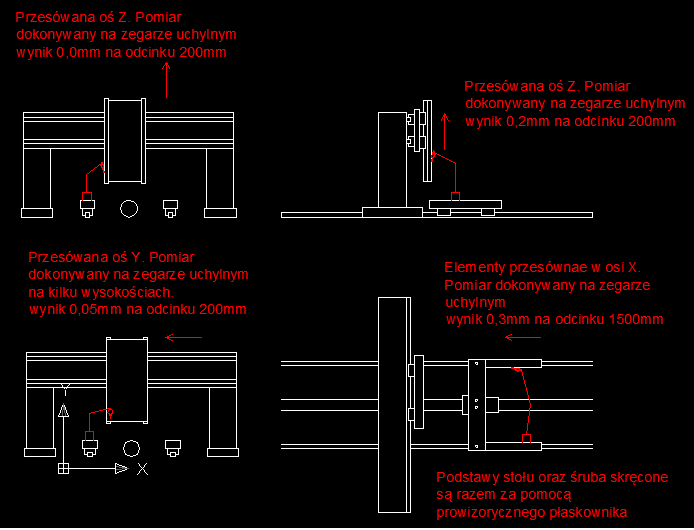
-Błąd w osi Z wynosi 20 setek na odcinku 200mm
Pomiar wykonany "umiarkowanie" poprawnie - taka odchyłka to konsekwencja źle obrobionego krzyżaka , zabielenia stóp bramy lub jeszcze innych płaszczyzn... Napisałem umiarkowanie bo tak można mierzyć w przypadku pewności ze równoległość prowadnic zetki do płaszczyzny płyty którą mierzyłeś jest na prawdę na 0,00mm
Pawcio123 pisze:
-Błąd w osi Y ( przekoszenie płyty montażowej wrzeciona podczas przejazdu w bok) 5 setek na odcinku 20mm
Całkiem nieźle jeśli chcesz frezować rąby

Na poważnie to mocno źle... Nawet jeśli się walnąłeś i jest to odchyłka na 200 mm. Ale tutaj znów pomiar jest nie do końca wykonany poprawnie bo powinieneś czujnik zamontować na Zetce, ustawić kątownik względem bazowej prowadnicy i mierzyć kąt jadąc czujnikiem po kątowniku. Teraz można by przyjąć że zmierzyłeś dobrze ale tylko w przypadku gdy znów powierzchnie pod obiema prowadnicami osi Z są w tej samej płaszczyźnie względem przedniej a takiem pewności nie masz - chyba że to zmierzysz. Inna kwestia że pomiar należy wykonać na całej długości tejże osi a nie tylko w pewnym jej zakresie bo wyniki mogą być nieliniowe jeśli np belka ma banan na drugim końcu a ty mierzysz teraz akurat w miejscu względnie prostym.
Pawcio123 pisze:
-błąd odległości między wózkami wynosi 30 setek na odcinku 1500mm
I już masz odpowiedź dlaczego to całe pseudo połączenie wózków jest tylko za pomocą jednej śruby - nie chcę nic mówić ale wygląda to na celowa zagrywkę pod sprzedaż - Panie jeździ? jeździ, nic się nie zacina - jak założysz stół (sztywny) i to skręcisz to nie drgnie... Nawet jeśli drgnie to zespół liniowy zajedzie się szybciej niż powinien. Owszem długość osi jest spora ale mimo wszystko jeśli piszesz że stół był zamontowany i to działało to szczerze nasuwa mi się tylko taka sytuacja że stół był bardzo cienki i po prostu się odkształcał pod wpływem zmian wymiarów odległości szyn lub odkształcał się trochę stół a trochę (może bo nie wiemy jak jest zbudowana maszyna) profil z prowadnicą w samej ramie. Wózek wybaczył kilka setek i może jakoś to z biedą jeździło. I tu pytanie czy prowadnice są wpuszczone w ramę czy tylko zabielone powierzchnie. Jeśli zabielone to prawdopodobnie zapasu luzy w szynach wystarczy by względem prowadnicy referencyjnej ustawić drugą idealnie. Jeśli wpuszczone to już już nic nie zrobisz - rama musi wrócić na frezarkę i trzeba wyprowadzić wszystkie powierzchnie podstawy od nowa

Na ogół katalogi wózków i szyn mówią że odchyłka równoległości prowadnic nie mogą przekraczać 0,03mm. Ale to zależny od rodzaju wózka, klasy dokładności i producenta zespołu linowego. Ja tam jak robię to nie przekracza 0,01 więc zawsze wszystko pasuje.
Na rysunku przedstawiłeś (lewy górny róg) jeszcze jeden pomiar (0,0) ale w sumie nie wiem czego bo na pewno nie kąta prostego względem prowadnic belki i nic dziwnego że wyszedł na zero

Chcąc podejść do tematu pomiaru poważnie musisz zaopatrzyć się w kątownik klasy 875/00 , 875/0 ew jeśli cię nie stać to ostatecznie 875/1 ale wtedy trudno będzie to wszystko zmierzyć dokładnie, no jeszcze szczelinomierze. Pomiary muszą być dokonywane w warunkach względnej czystości i z dozą pewnego wyczucia... Wszelkiego rodzaju odchyłki powyżej 0,03mm szczerze powiedziawszy są później bez problemu do wychwycenia na wykonywanych detalach.
Tak jak pisze
dance1 nie mamy pewności na ile precyzyjnie wykonałeś pomiary bo już z rysunku widać ze niektóre metody są o kant rozbić tak więc nie można maszyny przekreślić ale nie można też powiedzieć że jest dobrze bo wygląda że nie jest...
Na marginesie pomyliłeś nazewnictwo osi X z Y ale mniejsza o to

Pozdrawiam.