tutaj znalazlem poradnik
muskiel pisze:Wykres: okno analizy jest wyskalowane na 1/3s (333ms)
Ustalenie sie silnika na pozycji po wydaniu komendy analiza powinno nastapić w jak najkrótszym czasie. Innymi słowy, większość lini pozycji aktualnej powinna się pokrywac z osią w wartości 0 (zero).
Po wydaniu komedy analiza, procesor sterownika ustawia pozycję zadaną na 100 (standardowe ustawienie ilości kroków przy przycisku analiza). Dlatego pierwsza linia jest pionowa, i wtedy błąd wynosi 100. Dzieje się to w praktycznie zerowym czasie.
Wszystko na prawo od tej linii pokazuje jak sterownik stara się przywrócić oś silnika do pozycji zerowej (czyli wyeliminować uchyb). I tak, oś jest obracana w kierunku zmniejszania błędu, następnie błąd przechodzi w odwrotny znak (silnik nie może zahamować w zerowym czasie) i dalej ma dążyć do zera. Jakość sprzężenia to jak najkrótszy czas powrotu do pozycji zerowej, brak oscylacji po stawieniu na pozycji oraz brak samowzbudzania (drgania bez zadanej zmiany pozycji)
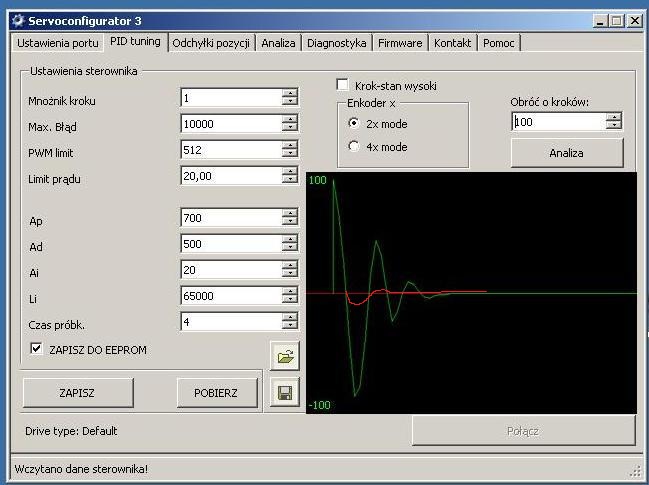
muskiel pisze:Zaznaczyłem na wykresie jak to powinno wygladac.
Powinno byc jedno przestrzelenie ponizej zera, potem wykres wzdluz osi.
Co do frezowania, to jezeli servo jest ślamazarne to beda wychodzic rozne dziwne rzeczy. Mozesz podczas frezowania otworzyć zakładkę odchyłki pozycji (Whale3 podlaczony USB), i zobaczyc jakie sa wartosci odchylek podczas frezowania. mozna to latwo przeliczyc na jednostki dlugosci.
ja na swoim wykresie nie mam czerwonej krzywej lini a to chyba o nią chodzi? dlaczego?

Jak dobrze rozumie mam w jak najkrótszym czasie dążyć do pozycji zerowej przy braku oscylacji po stawieniu na pozycji oraz braku samowzbudzania (drgania bez zadanej zmiany pozycji)
pid z mojego postu jest dobrze?





")



")







