



")


Witam,
jak pamietam dobrze to kiedys otworzylem temat przebudowy Tokarki TUD-50/500 na CNC (beda prowadnice profilowe jak u Kamara) . Teraz z powodu aktualnej sytuacji mam troche czasu na pierwszy etap przebudowy: Zamawianie Czesci.
Z powodu tego ze raczej bede ten temat aktualizowal i dodawal co jakis czas pare fotkow z postepow, wole zaczac od tego co juz zrobilem albo co zostalo zrobione/poprawione:
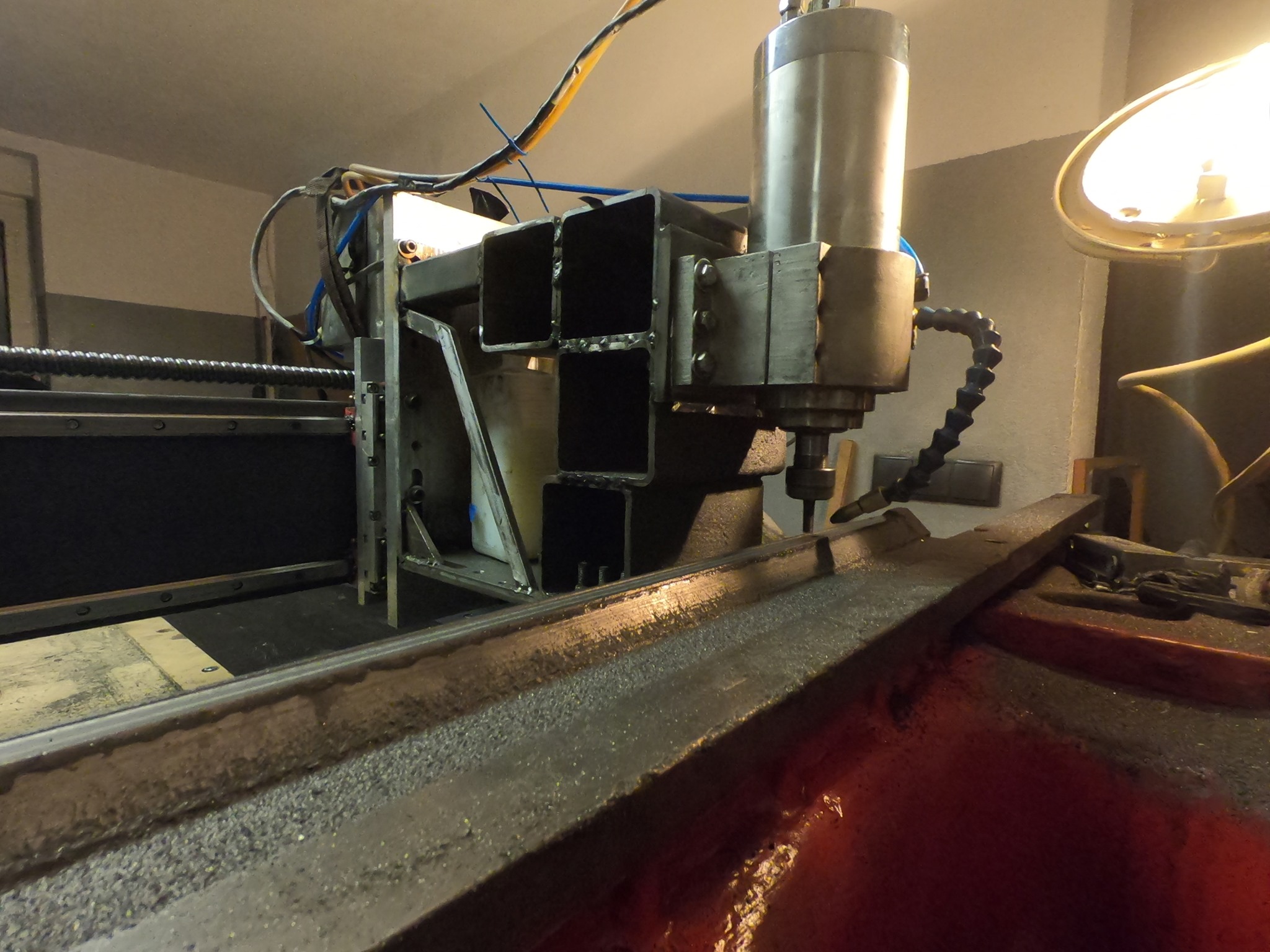
Hartowane pryzmy suportu zfrezowalem z pomoca mojego Plotera z chinskiem wrzecionem 3kw (water-cooled). Musialem obrocic loze ktore stalo przed ploterem na swoich podstawach zeby usunac druga pryzme. Tak tylko na info: Napoczatku, te pierwsze 2-3 mm bylo ciezko bo pryzmy sa hartowane powierzchniowo ale pozniej moglem brac 2mm na raz przy frezem 6mm i 8mm przy posowie ponad 1500mm/min.
Niestety okazalo sie ze byl blad na obow powierzchniach, ale maks 0,1mm. Wiec, zaczylem skrobac recznie ale trwalo to dlugo i zdecydowalem sie oddac loze do obrobki na szlifierce/frezarce kolumnowej WMW Heckert w Firmie Master w Czestochowie.
W ogole to mozna teraz powiedziec ze ta obrobka z mojem ploterem byla bez sensu, bo moglem od razu oddac do obrobki.
Zostal zrobiony szlif prowadnic konika i te powierzchnie pod prowadnice 45mm. (SKF)
Po odebraniu loza sprawdzilem dokladnosc obrobki poprzez przejedzanie dolna plyta z konika i zegar (0.01mm) nie zabardzo chcial cos pokazac. (ponizej 0.005mm). No ale wiadomo, to nie duzo oznacza i trzebaby sprawdzic plyta traserska albo linialem.
Jesli sie pytacie dlaczego prowadnice 45mm (os Z) a nie mniejsze, to to z tego powodu ze kupilem bardzo bardzo tanio takie prowadnice z uzywanej maszyny. Prowadnice to NSK, ale niestety okazalo sie ze pod 2 wozkach nazbierala sie woda i doprawdzilo do tego ze zaczylo rdzewieć. Tydzien temu to zobaczylem i pomyslalem o tym zeby zamontowac na obie osie prowadnicy 25mm ale na niemieckiem OLXie (ebay-kleinanzeigen) znalazlem nowe prowadnice SKF za dobra cene, wiec zakupilem prowadnice 45mm i 25mm. (otwory na prowadnice 45mm juz wczesniej zrobilem ploterem). Prowadnice juz sa w wroclawiu, wiec za pare dni raczej juz beda u mnie.
Koniec historii, ale zanim zaczne zadawac pytanie jeszcze dwie wazne informacja:
Silniki do obow osiow: IHSV60-30-40-48 - 400w - 1,27nm , zintegrowane drivery. Obie osie z przelozyniem 4:1 albo 3:1.
Przy 4:1 osiagne przy srubach o skoku 5mm predkosc 3750mm/min i ponad 5Nm sily.
Przy 3:1 = 5000mm/min. i 3,81nm.
Sruby Kulowe: 2005 dla obow osiow (typ: DFU - podwojna nakretka) z chin.
Sterowanie: LinuxCNC
Plyta glowna: na poczatku SSK-MB2 (bo taka mam jeszcze)
Max Jitter/Latency: Ponizej 10.000 ms (dla pytania nr. 2)
Pisze to z tego powodu bo mysle ze jest to wazne przy pomocy moich pytan, conajmniej jesli chodzi o pierwsze pytanie.
1:Jaki polecacie Silnik do napedu wrzeciona?
Kamar ma 3kw i chyba jest zadowolony. Ja jeszcze nigdy nie toczylem, wiec ciezko mi sam odpowiedziec na to pytanie. Bede sie dopiero uczyl i nie zalezy mi na czasie (nie bede zarabial na niej), ale jednak chcialbym miec jakis zapac a nie ze bede zmienial silnik za pol roku.
2: Jaki enkoder wrzeciona polecacie:
W forum Linuxcnc powiedzieli mi w ostanim roku ze 100 line enkoder w zupelnie wystarczy.
3. Jak dziala enkoder przy zmiane przelozynie poprzez dzwignie przy Wrzecienniku ? (naprzyklad przy gwintowaniu)
Moze to glupie pytanie, ale musze jeszcze na cos wzrocic uwage przy programowaniu CAM czy tylko wpisuje obroty i ustawic dzwignie odpowiednio?
Tak w ogole, moze mi ktos powiedziec jakie jest przelozenia poprzes ta dzwignie przy wrzecieniku w tokarce TUD-50 ?
4. Przy przelozeniu 4:1 na obow osiach mysle ze najlepiej bylo by conajmniej 25 zebow na silniku a 100 zebow na srubie (kola 5M). Niestety kolo zebate z 100 zebami ma srednice powyzej 160mm, co ogolnie nie jest jakis wielki problem tylko musialbym po prostu odsunac srube osi Z troszke od loza, ale czy kola typi 3M by sie tez nadawali na takie sily? Kola zebate typu 3M sa mniejsze. Naprzyklad 3M / 100 zebow ma srednice 102mm zamiast 164mm.
A 3M / 120 zebow ma srednice 120mm, wiec sie zastanawiam czy na te sily mozna korzystac z typu 3M, szczegolnie chodzi o kolo zebate przy stronie silnika..
To na tyle moich pytan. Mam nadzieje ze jestecie w stanie mi pomoz zanim bede zamawial nastepne czesci.
PS: Te sruby i silniki (fanuc) ktore widac na pierwszem zdjeciu nie beda uzywane dla tej maszyny.
Pozdrawiam


")





