dobór krańcówek
: 02 maja 2010, 20:32
Witam
będę robił taką maszynę:
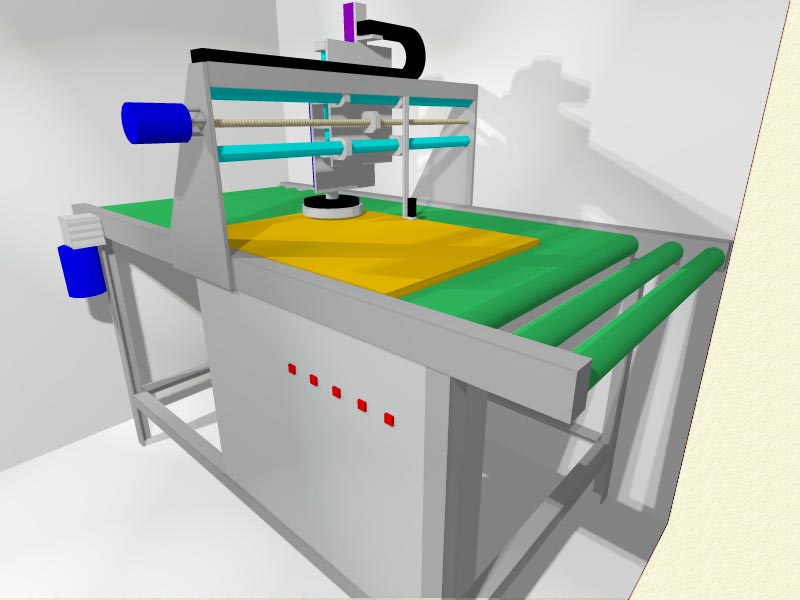
i tak ten żółty element będzie polerowany jego początek i koniec określi krańcówka zamontowana z lewej strony liniału założenie jest takie że materiał zawsze będzie dosunięty do lewej strony. to jeśli chodzi o oś X
jeśli chodzi o Y to z lewej będzie do liniału zwyczajny przełącznik wciskany i tyle natomiast nie wiem co z prawej zastosować... jeśli chodzi o sprawdzenie szerokości materiału. ( na rysunku to ten czarny zwisający element.... założenie jest takie że czujnik nie może dotykać elementu by go nie porysować (w końcu to polerka) blat będzie z jakiegoś tworzywa lub płyty mdf po nim będzie sunąć taśma PCV. myślałem o czujniku optycznym ale ten może się zabrudzić no i nie wiem czy da sobie rade z elementami w różnych kolorach.
myślałem o czujnikach indukcyjnych no ale przecież będę polerował MDF a nie stal więc odpadają. zastanawiam się nad pojemnościowymi... http://www.sels.com.pl/index.php?cPath=44 np takimi no ale 650zł netto to za wiele
będę robił taką maszynę:
i tak ten żółty element będzie polerowany jego początek i koniec określi krańcówka zamontowana z lewej strony liniału założenie jest takie że materiał zawsze będzie dosunięty do lewej strony. to jeśli chodzi o oś X
jeśli chodzi o Y to z lewej będzie do liniału zwyczajny przełącznik wciskany i tyle natomiast nie wiem co z prawej zastosować... jeśli chodzi o sprawdzenie szerokości materiału. ( na rysunku to ten czarny zwisający element.... założenie jest takie że czujnik nie może dotykać elementu by go nie porysować (w końcu to polerka) blat będzie z jakiegoś tworzywa lub płyty mdf po nim będzie sunąć taśma PCV. myślałem o czujniku optycznym ale ten może się zabrudzić no i nie wiem czy da sobie rade z elementami w różnych kolorach.
myślałem o czujnikach indukcyjnych no ale przecież będę polerował MDF a nie stal więc odpadają. zastanawiam się nad pojemnościowymi... http://www.sels.com.pl/index.php?cPath=44 np takimi no ale 650zł netto to za wiele