Strona 1 z 4
Cykl G76
: 27 gru 2019, 11:36
autor: Sacharowski
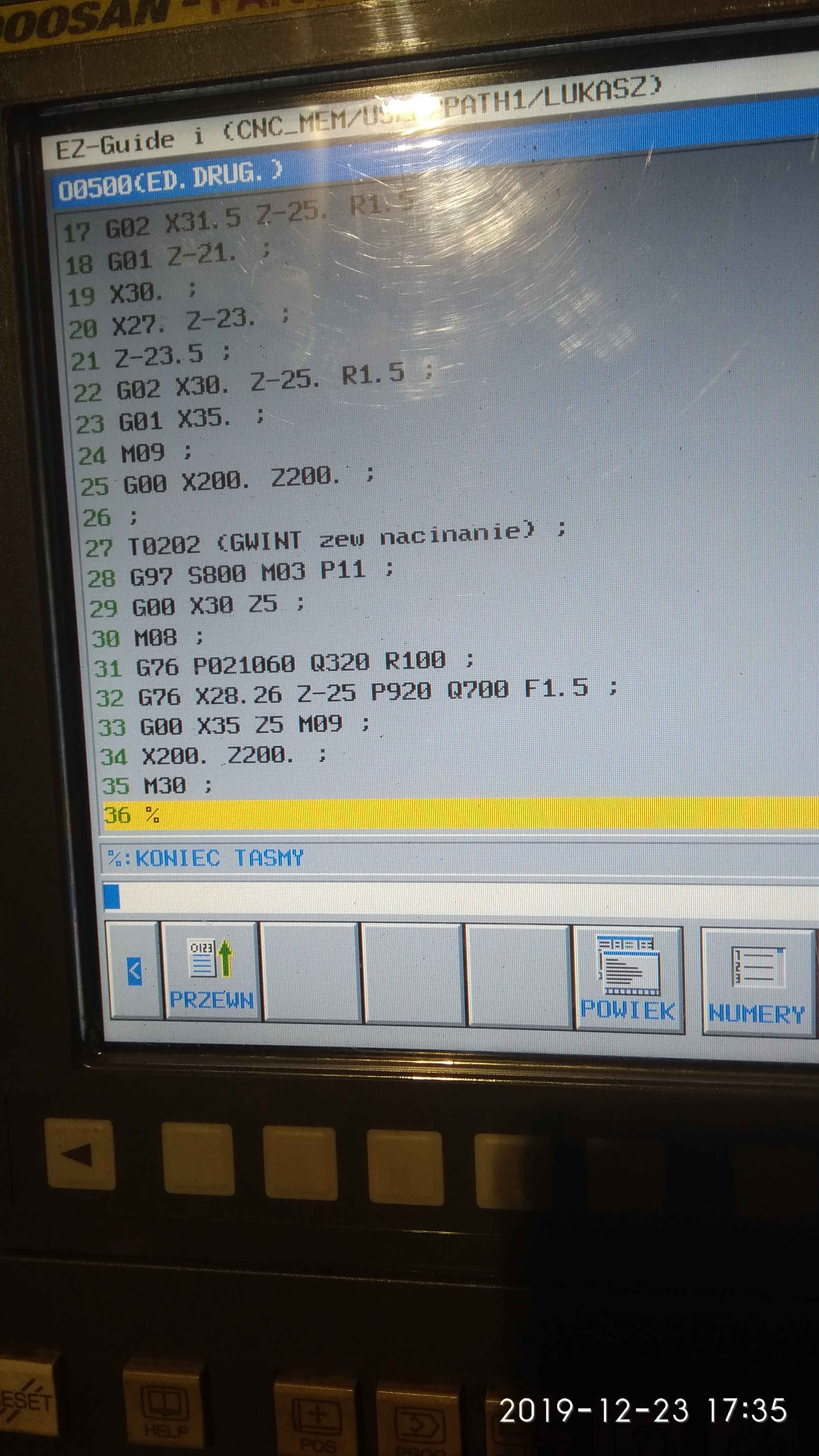
Witam, ostatnio pracuje na nowej maszynie Doosan puma GT2600M i mam problem z cyklem gwintowania g76, mianowicie w podglądzie wyskakuje błąd 317 nieprawidłowe polecenie w cyklu. Program na nacinanie gwintu wygląda tak
.
Pisałem to na podstawie manuala,
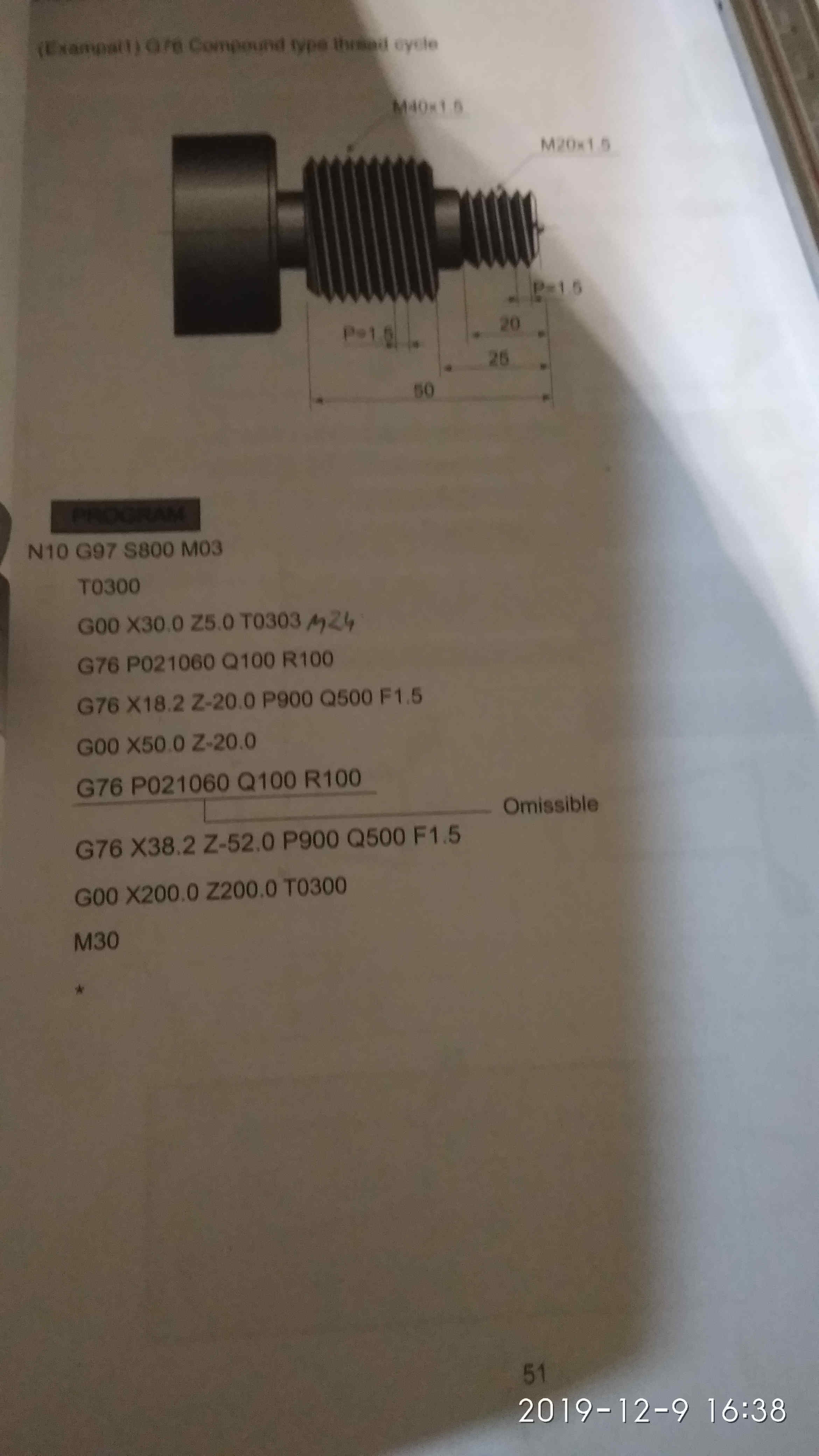
chociaż jak przepisałem go na żywca to dalej jest to samo. Próbowałem z różnymi wartościami i nic nie przynosi efektu. Ktoś może ma jakiś pomysł jak to rozwikłać?
Re: Cykl G76
: 27 gru 2019, 14:27
autor: wojtek10916
A kropki Ci nie są potrzebne (linia 29 32 i 33)?
Re: Cykl G76
: 27 gru 2019, 19:06
autor: WZÓR
Toczysz gwint zwykły , czy stożkowy ?
p.s.
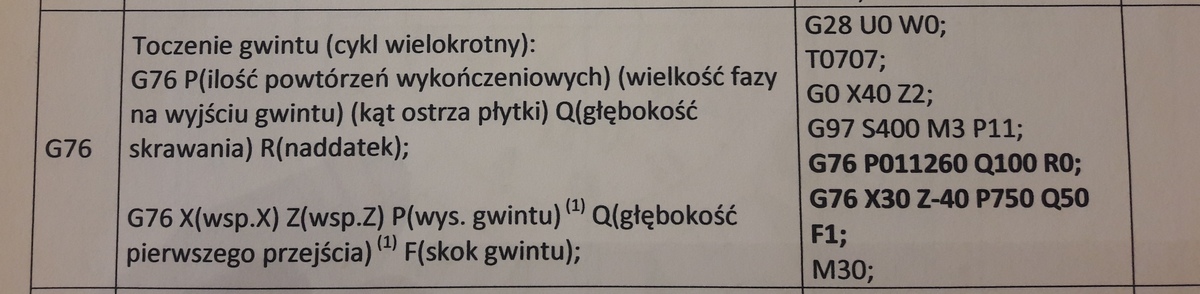
Tu coś piszą o tym cyklu
daewoo-lynx-220-fanuc-cykl-obrobki-zgru ... t5794.html
..... poczytaj sobie.
Mariusz.
Re: Cykl G76
: 27 gru 2019, 20:08
autor: Sacharowski
wojtek10916 pisze: ↑27 gru 2019, 14:27
A kropki Ci nie są potrzebne (linia 29 32 i 33)?
Na tej maszynie operacje zmiennoprzecinkowe są wyłączone więc nie, nie są potrzebne- 1 jest traktowany jak 1mm a nie 0,01
WZÓR pisze: ↑27 gru 2019, 19:06
Toczysz gwint zwykły , czy stożkowy ?
Zwykły, na stożek przyjdzie jeszcze czas

Ale stożek ustala R zawarte w drugim a nie pierwszym wierszu cyklu.
Re: Cykl G76
: 27 gru 2019, 21:54
autor: WZÓR
Sacharowski pisze: ↑27 gru 2019, 20:08
.....
WZÓR pisze: ↑27 gru 2019, 19:06
Toczysz gwint zwykły , czy stożkowy ?
Zwykły, na stożek przyjdzie jeszcze czas
Ale stożek ustala R zawarte w drugim a nie pierwszym wierszu cyklu.
Spostrzegawczy jesteś ..... , tu szukałem dziury w całym.

p.s.
Zapodany link pomógł , czy nie bardzo ?
Mariusz.
Re: Cykl G76
: 27 gru 2019, 22:57
autor: wojtek10916
masz nakładkę manual guide zrob tam i przerób na G kod i zobacz jak Ci maszyna robi
Re: Cykl G76
: 28 gru 2019, 10:10
autor: Sacharowski
WZÓR pisze: ↑27 gru 2019, 21:54
Zapodany link pomógł , czy nie bardzo ?
Mariusz.
Mam kilka koncepcji na ich podstawie ale wypróbować będę miał okazję dopiero po nowym roku.
wojtek10916 pisze: ↑27 gru 2019, 22:57
masz nakładkę manual guide zrob tam i przerób na G kod i zobacz jak Ci maszyna robi
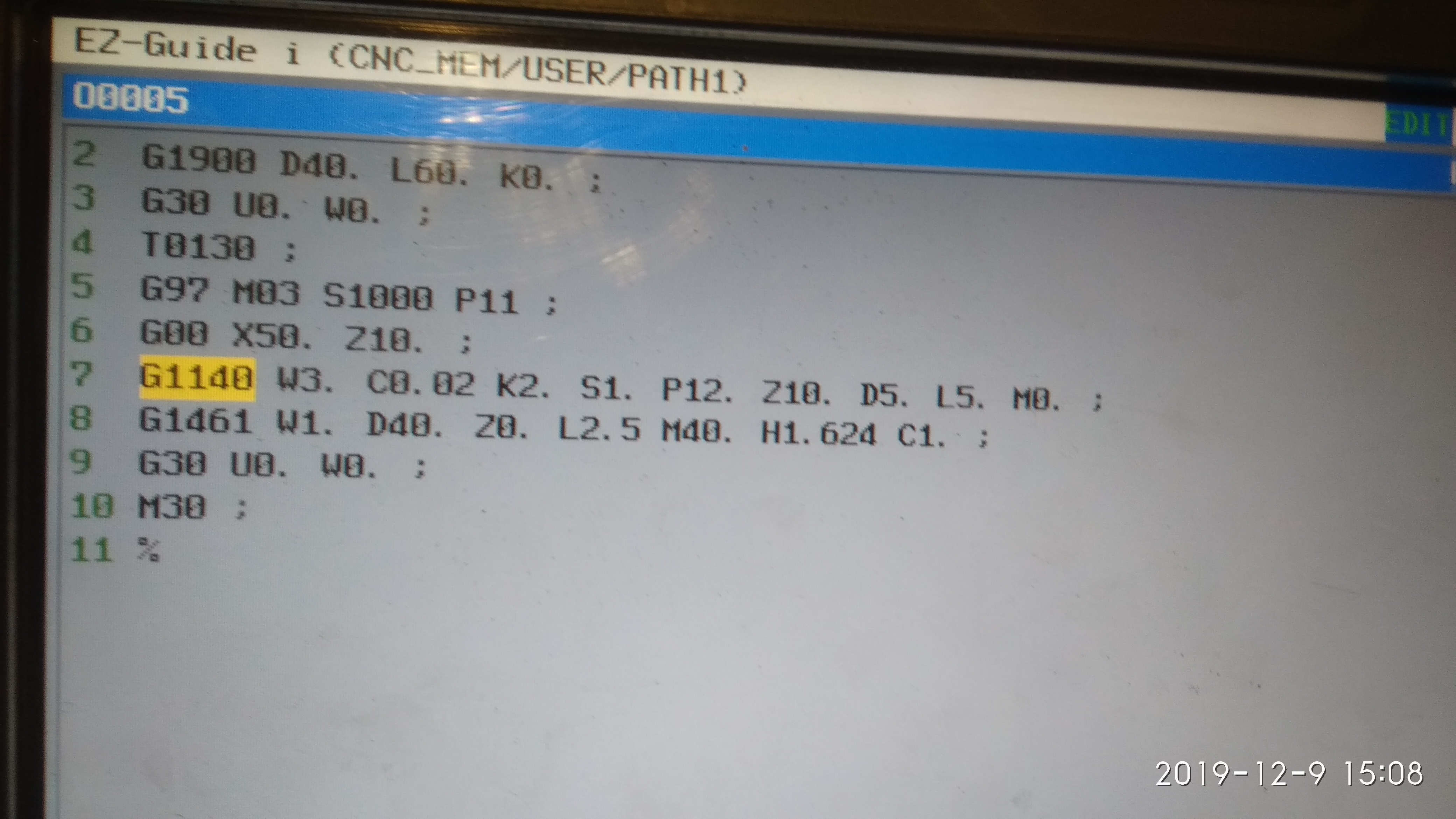
Bawiłem się nakładką i nawet cośtam wychodzi, tylko nijak to się nie ma do tego cyklu. Wygląda to mniej więcej tak
Re: Cykl G76
: 28 gru 2019, 11:04
autor: WZÓR
Sacharowski pisze: ↑27 gru 2019, 11:36
Witam, ostatnio pracuje na nowej maszynie Doosan puma GT2600M i mam problem z cyklem gwintowania g76, ....
Na jakim dokładnie sterowaniu ta maszyna chodzi?
Swego czasu (krótko)
* pracowałem na Doosan Lynks 220 LM - programowanie G-code Fanuc-Oi Model A i widzę , że cykl G76 trochę się różni.
-------------------------------
*- tego cyklu nie używałem i w praktyce nie wiem jak chodzi.
Sacharowski pisze: ↑27 gru 2019, 20:08
....
WZÓR pisze: ↑27 gru 2019, 19:06
Toczysz gwint zwykły , czy stożkowy ?
Zwykły, na stożek przyjdzie jeszcze czas
Ale stożek ustala R zawarte w drugim a nie pierwszym wierszu cyklu.
To , to ja wiem z info forumowicza MacGregor z linku jaki wyżej zapodałem , ale nijak opis ten się ma do cyklu jaki ja teraz przedstawiłem.
Prześledź raz jeszcze swoją instrukcję , (z instrukcją forumowicza MacGregor również) i opis cyklu porównaj .... , przy wpisywaniu danych do cyklu popełniłeś jakiś błąd i dlatego maszyna nie idzie.
Mariusz.
Re: Cykl G76
: 29 gru 2019, 09:47
autor: mag999
Kolego przejdź na manual guide. Jest dużo lepszy i ma lepsze cykle niż te standardowe
Można też próbować z g92
Re: Cykl G76
: 29 gru 2019, 22:55
autor: Sacharowski
Pogrzebałem jeszcze głębiej i doszperałem się, że G76 można zapisać w postaci 1 linijki, wygląda to mniej więcej tak:
G76 – THREADING CYCLE - SINGLE LINE FORMAT - (FS 15T-FORMAT)
(Applicable with Fanuc Controls, T series, systems 10, 11, 12 AND 15T)
This format can also be used with Fanuc Controls, T series, system 0,
16,18,21 and 30 series, when the tape format setting option is
available.
Jednak najciekawsze zawiera się tutaj:
In this case, please display the “SETTING PAGE”, then check
the “TAPE-F” -setting. When “TAPE-F” is set = 0, the two-line format
is valid (see previous page). When it is set = 1, the single-line format
is valid.
Jednak martwi mnie trochę to:
This setting will affect all G70-series canned cycles, not
just the threading.
Wygląda na to że trzeba będzie odszukać i sprawdzić jak maszyna ma ustawiona ten parametr w settingach.
Cycle Format: G76 X__ Z__ I__ K__ D__ F__ A__ P__ Q__
X =Diameter of the thread. For an external Thread – specify the minor
diameter.
For an internal Thread - specify the major diameter.
In case of taper threads, specify the diameter at the opposite end
from the cutting start point.
Z =End position of the thread.
I =Taper: Radial height difference of taper slope. Calculate the
height difference of the slope using the entire Z-axis moving
distance, including the Z-clearance at the start of the thread.
Specify a negative value for OD taper thread. Specify a positive
value for ID taper thread.
K =Height of the thread, radius value. Calculation: Major diameter
minus minor diameter, divided by 2.
D =Depth of the first cut (Radius value). If “K” and “D” are the
same, then the tread is `cut in a single pass.
F =Lead: distance between two threads. (1 divided by the pitch), six
digits allowed after the decimal point.
A =Tool nose angle or angle between thread flanks (Range: 0 to 120
degrees, in 1-degree increments) If “A” is omitted it is regarded
as 0, straight in-feed is applied (In case of a V-shaped tool,
both edges will cut at the same time)
P =Cutting method:
P1=constant chip load, single edge cutting
P2=constant chip load, zigzag in-feed, alternating cutting edges
P3=constant cut depth, single edge cutting
P4=constant cut depth, zigzag in-feed