")
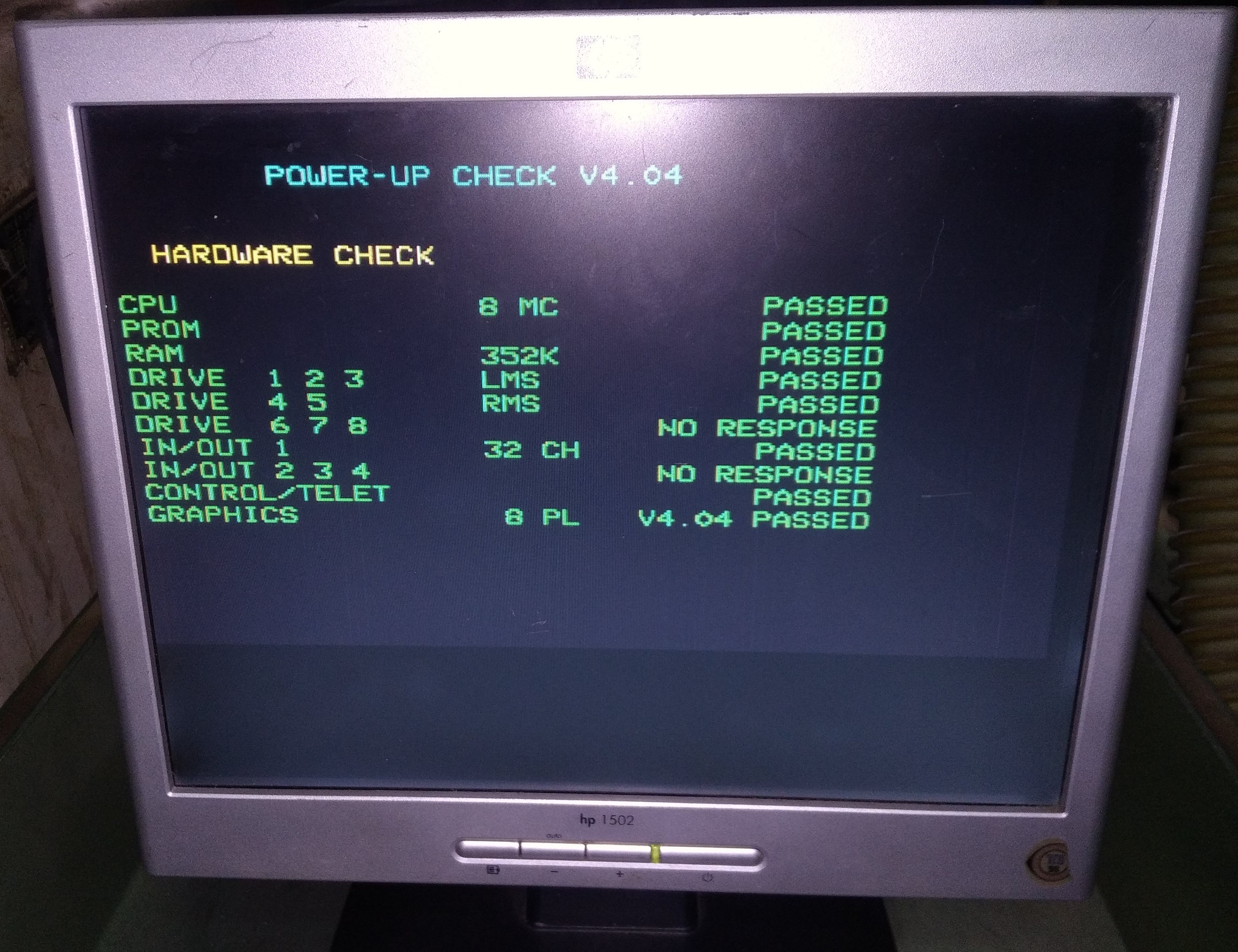
od kilku dni mam u siebie na warsztacie maho 500C sterowanie philips 432, drivery i serwa indramat, niestety nie działa w nim monitor, brakuje obrazu, mam wszystkie możliwe dokumentacje od niej a nawet wiecej bo i nawet od maho 600, w języku niemieckim, angielskim i jeszcze jakimś, mam wszystkie paramtery itd. jakieś manuale co i jak programować, który parametr jest od czego ale bez obrazu nijak mi to jest użyteczne...
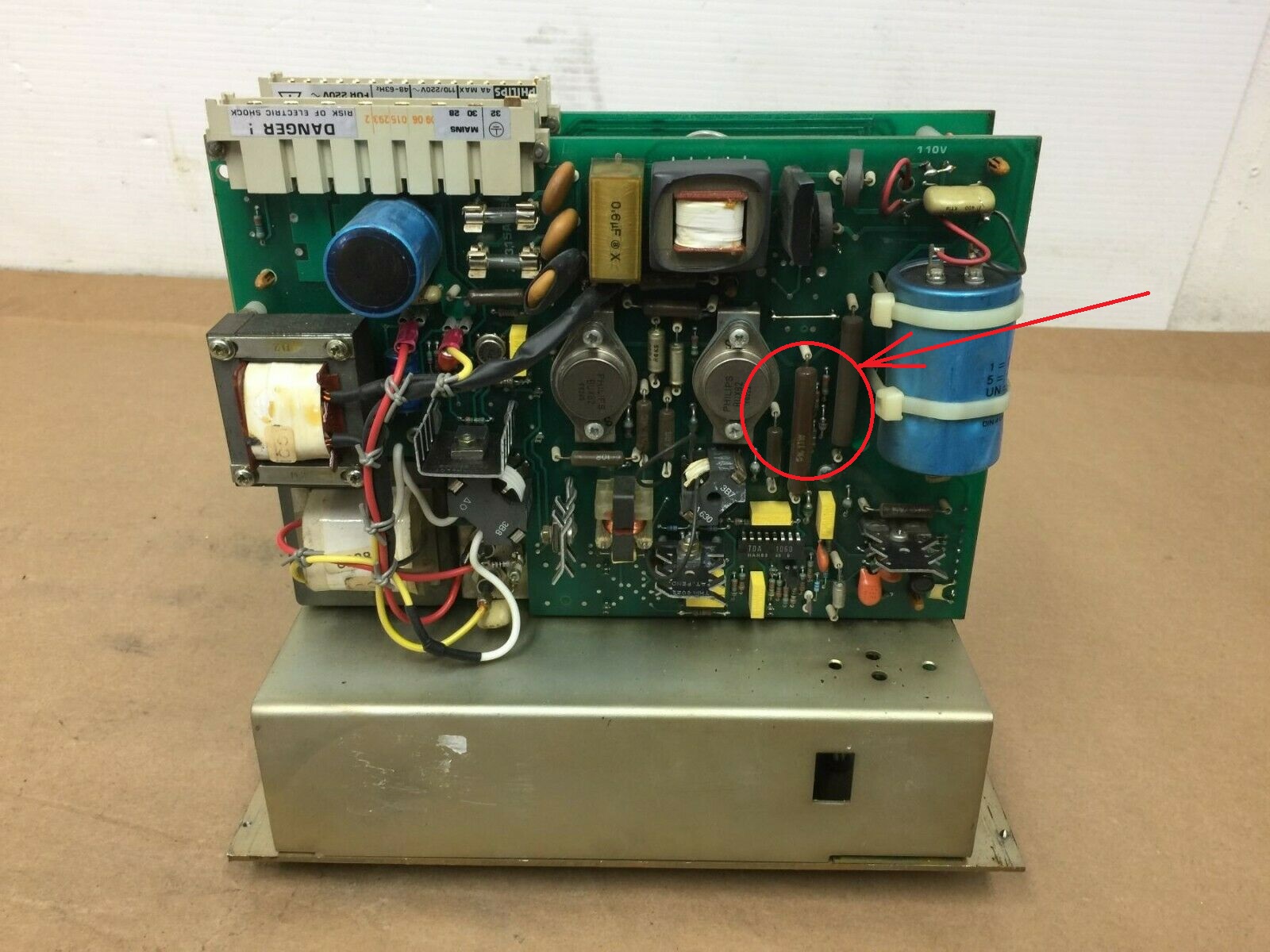
poprzedni sprzedający stwierdził że działała ale puściła dymka z monitora i obraz zgasł... wiem że mogła się uwalić też karta graficzna (będę miał chwile to ją wyciągne i zerkne)
zasilanie dociera bo kręcąc potencjometrem na pulpicie ekran się ściemnia i rozjaśnia
no właśnie zacząłem szperać po sieci i wpierw znalazłem na niemieckiej stronie (https://www.practicalmachinist.com/vb/d ... ad-270525/) jak ktoś za pare groszy wymienił ten kineskop na lcd
LCD mam już upatrzone VGA benqu za kwote 50zł
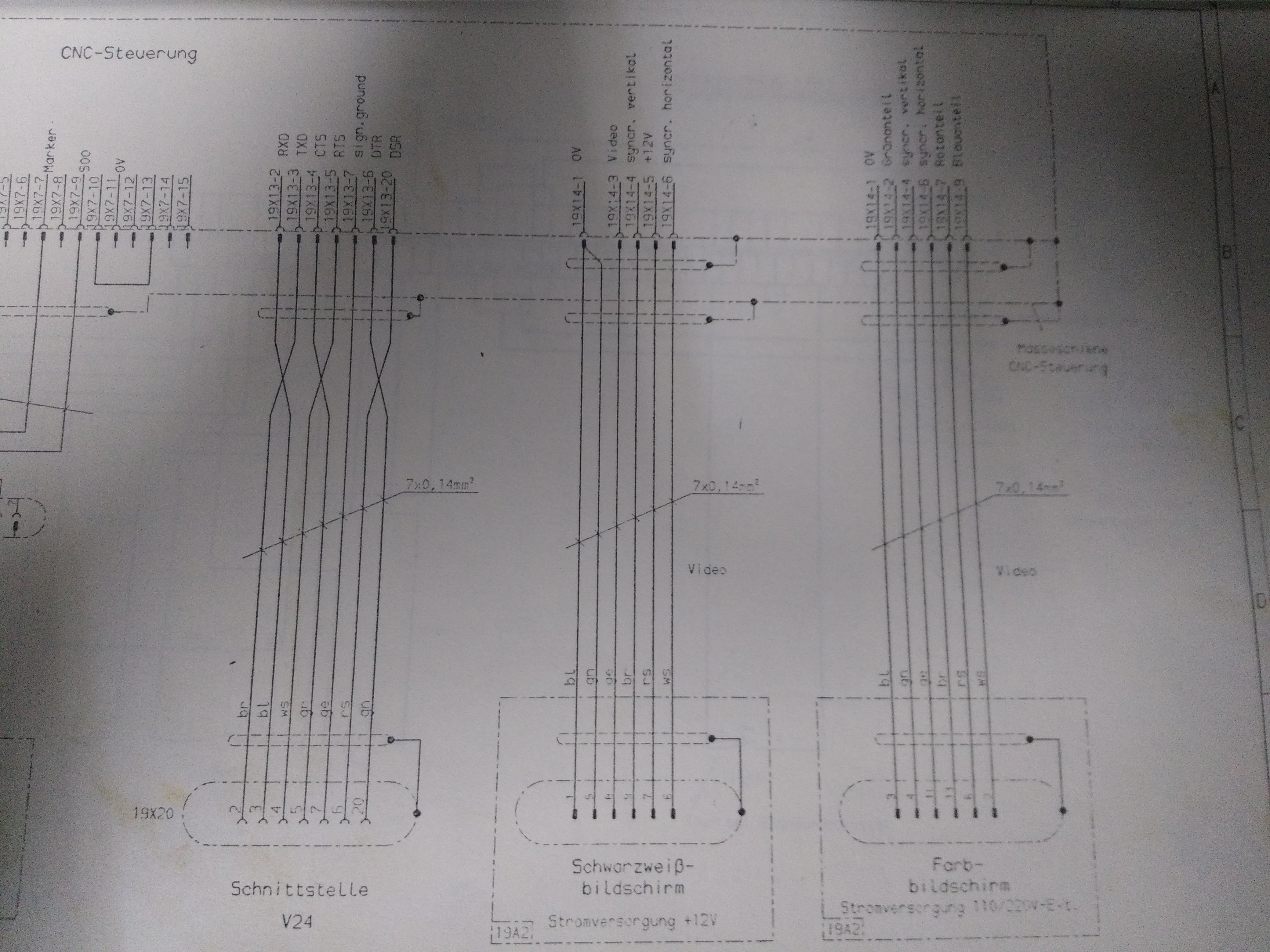
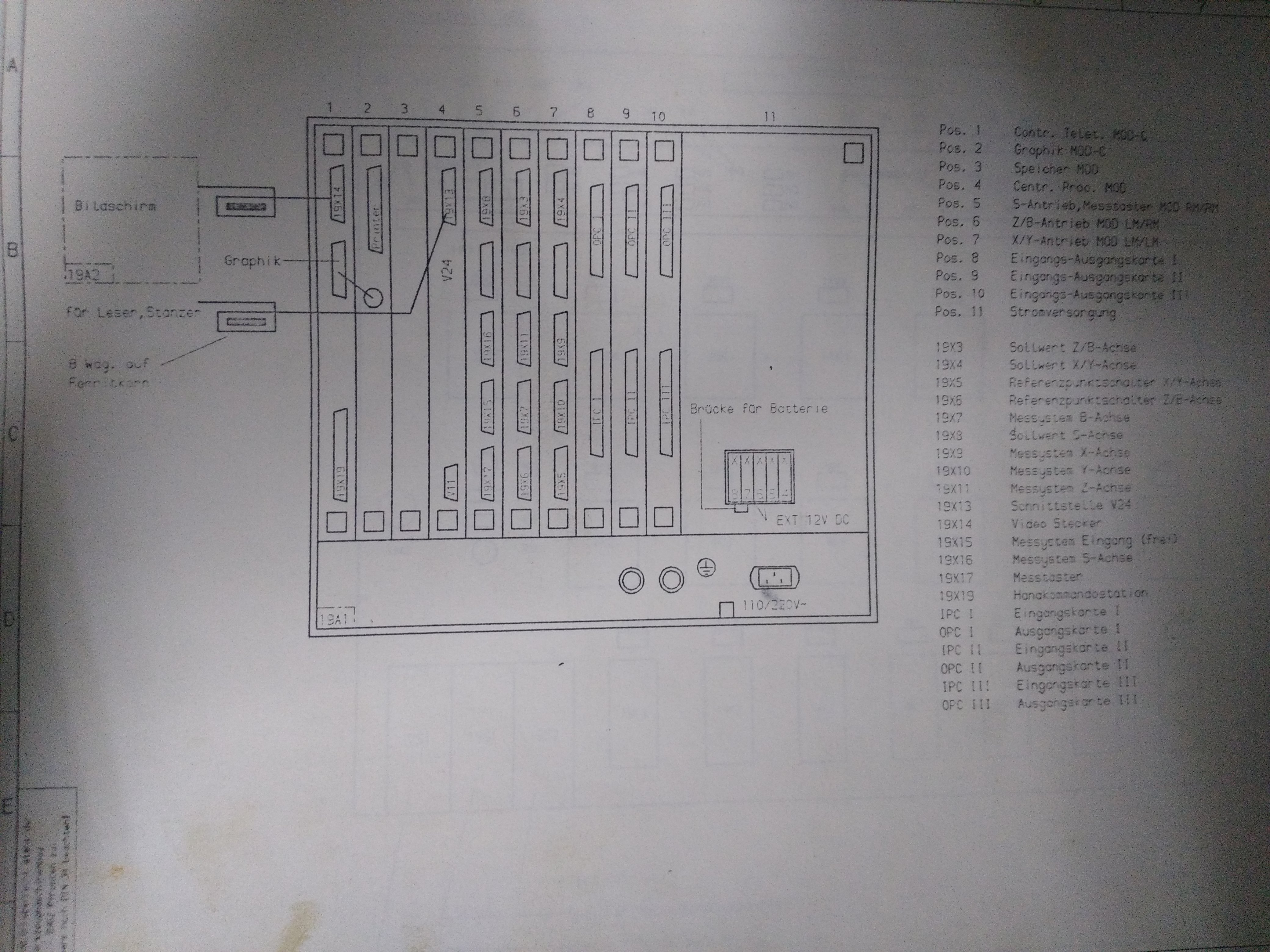
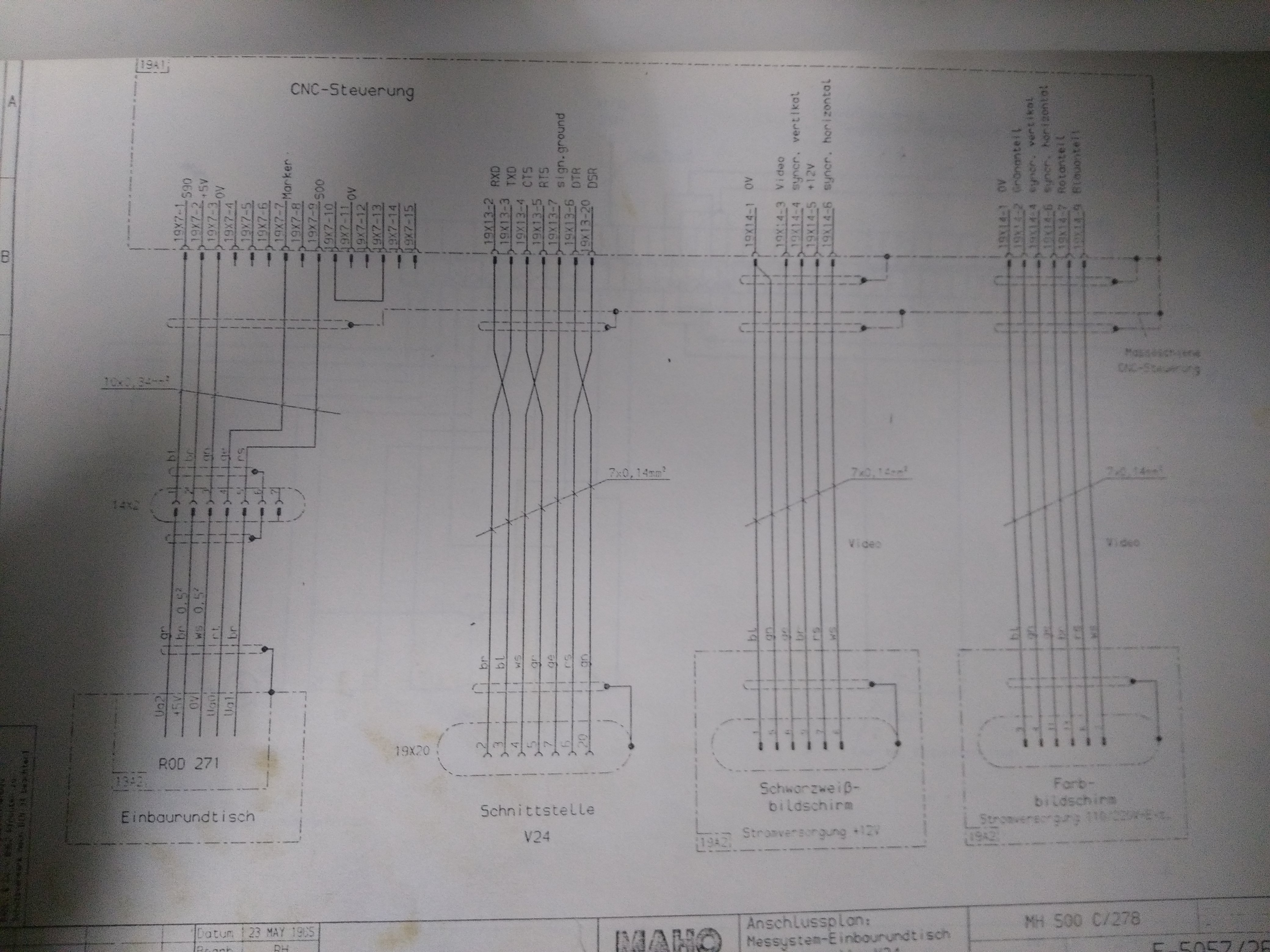
schematy tutaj od maho 500 poniżej
ze swojej strony jak tylko uporam się z monitorem postaram się zeskanować DTRki i wrzucić dla potomnych
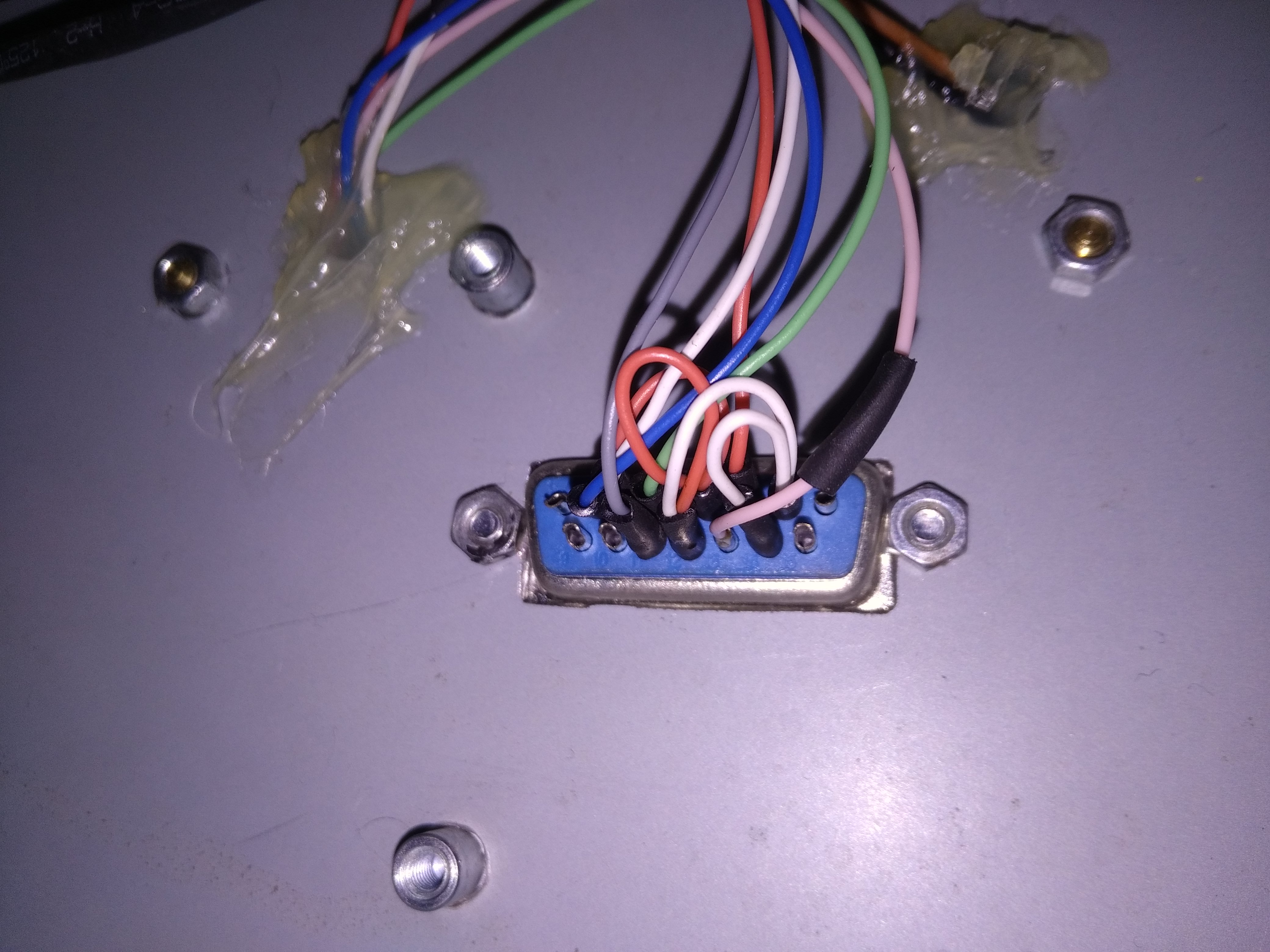
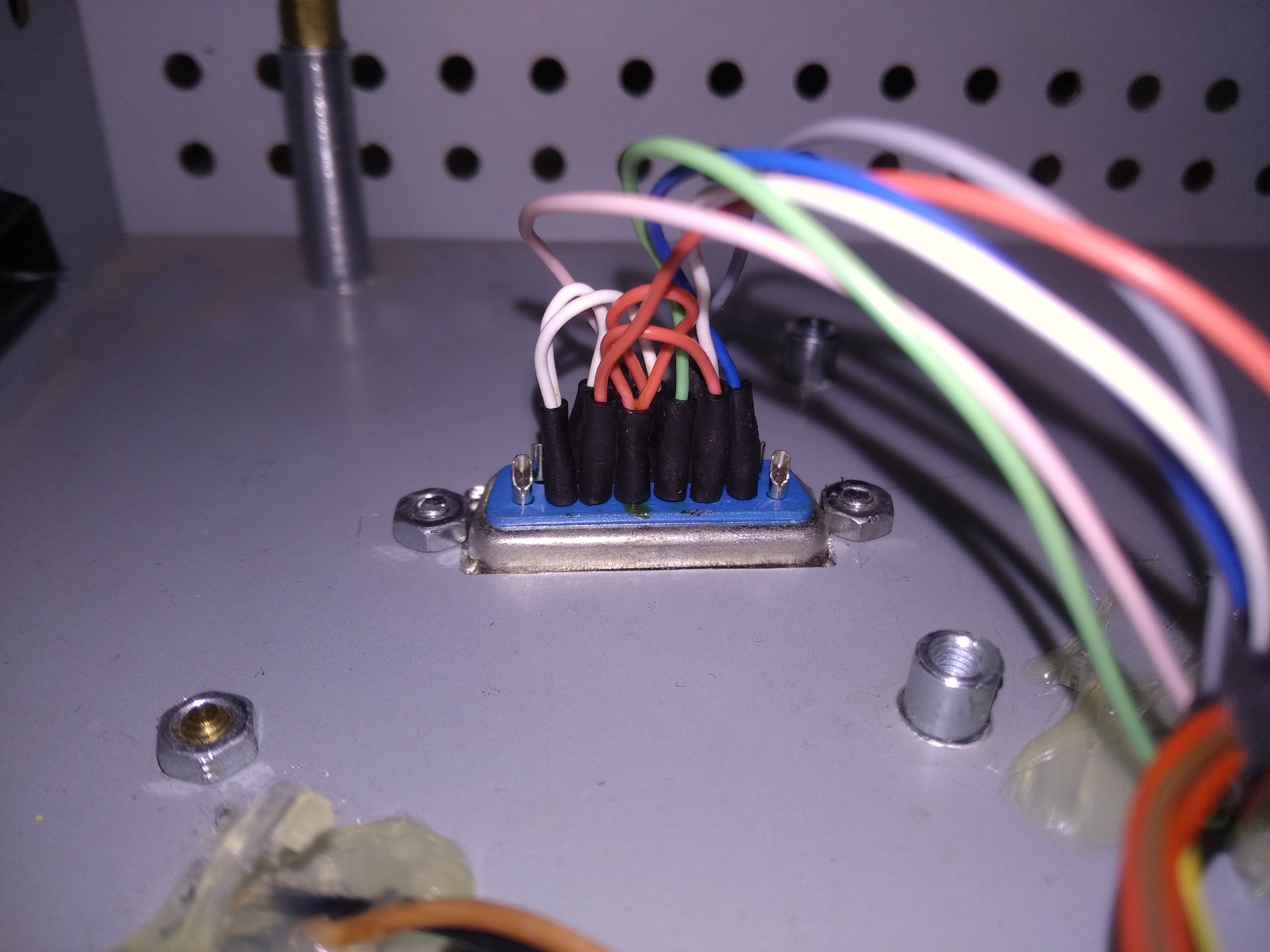
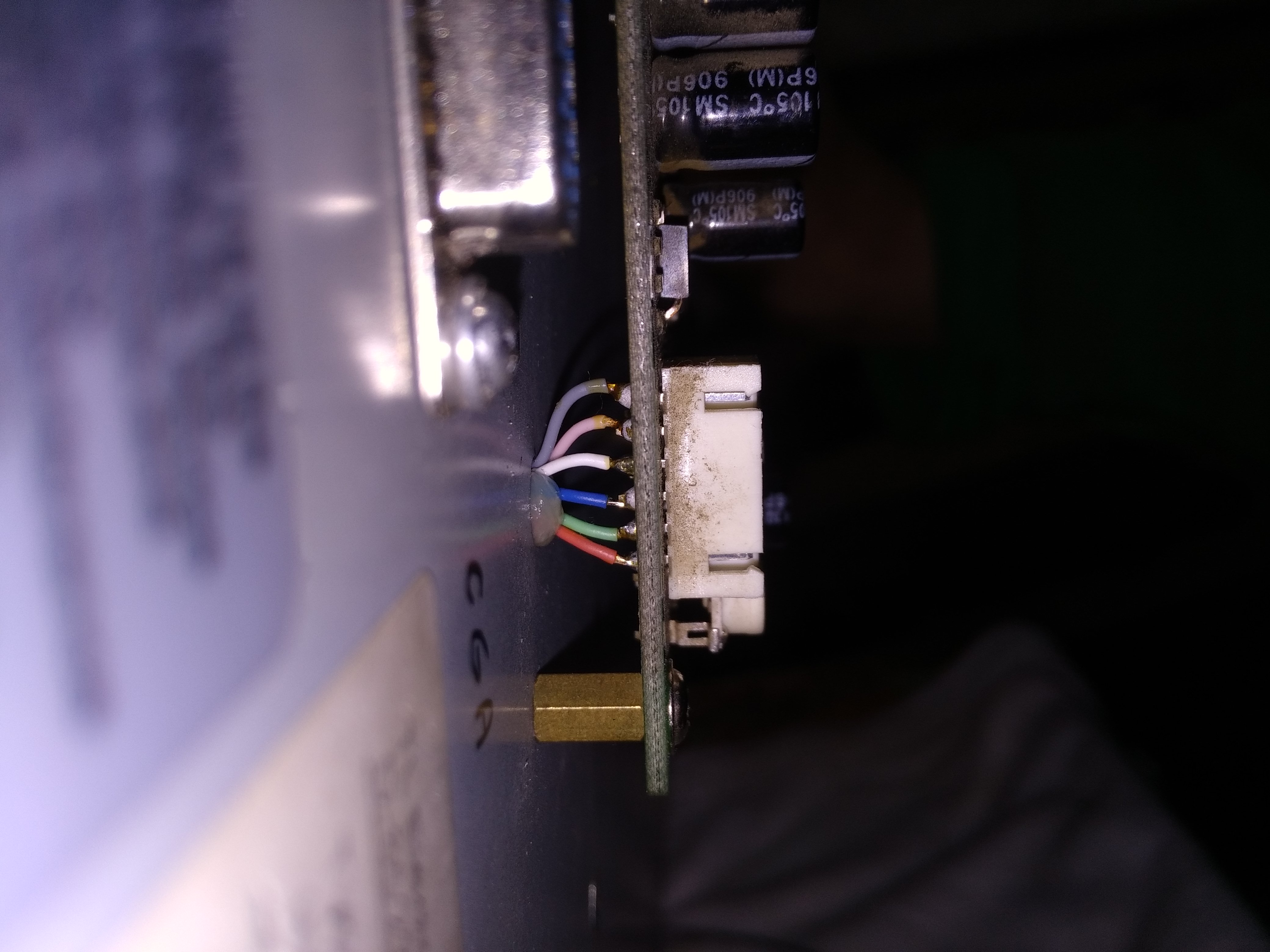
potrzebny jest konwerter CGA to VGA (z aliexpres można mieć juz za 100zł), wtyczka 9 pin 2 rzędowa do lutowania (taka jest przy karcie VIDEO) tylko teraz jak to połączyć jedno z drugim, który sygnał lutować w który pin?
w przyszłości planuje zrobić retrofit na mach3/4 lub linuxcnc ale wpierw chce poznać trochę maszynę i ocenić czy gra jest warta świeczki,
i jeszcze jedno pytanko, ma maszynie z boku na początku wyskakiwał mi błąd 57, z DTRki wyczytałem ze to od E-stopu, wycisłem z pulpitu i panelu ręcznego, pojawił się kolejny tym razem 47 no i znowu DTRka w łape, lista błędów okazuje się że to od hydrauliki, no to odpalam hydraulike błąd ginie złącza się agregat ale w momencie gdy puszcze guzik hydraulika się rozłącza i znowu wyskakuje błąd 47, czy nie jest tak że po wciśnięciu guzika hydraulika powinna być już załączona na stałe? a może trzeba trzymać przez kilka sekund ten guzik od hydrauliki lub jest jeszcze jakiś błąd którego niestety nie widze z powodu braku obrazu.
pozdrawiam


")

")