wrzeciono DIY - tolerancje gniazd łożysk
: 08 sie 2016, 16:31
Dzień dobry wszystkim
Przeglądam stronę skf pod kątem pasowania przy montażu łozysk kulkowych (powód poszukiwań poniżej) - znalazłem informację że łożysko z zasady ma dośc znaczny (do 9um dla 61901 klasy C2) luz promieniowy który znika dopiero po poprawnym zamontowaniu łożyska. W dziale "zalecane pasowania" dla zastosowania "Wysokie wymagania dokładności obrotu" zalecają tolerancję js4 - czyli (dla 61901) +-2.5um - w tabeli podają też tolerancje średnicy otworu łożyska - -8um do 0 . Pytanie brzmi - czy w przypadku wałka zrobionego na "0" luz promieniowy zostanie usunięty czy jednak muszę zrobić wałek na lekki + ?
A powód:
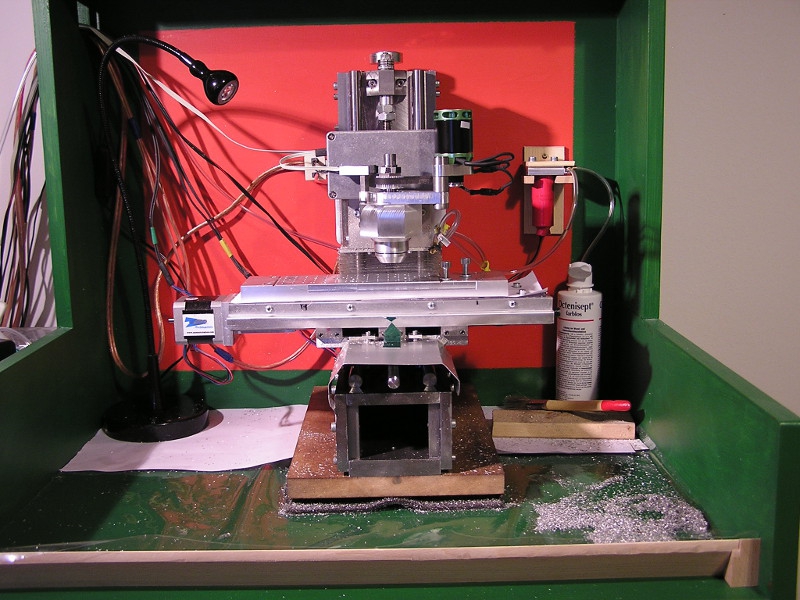
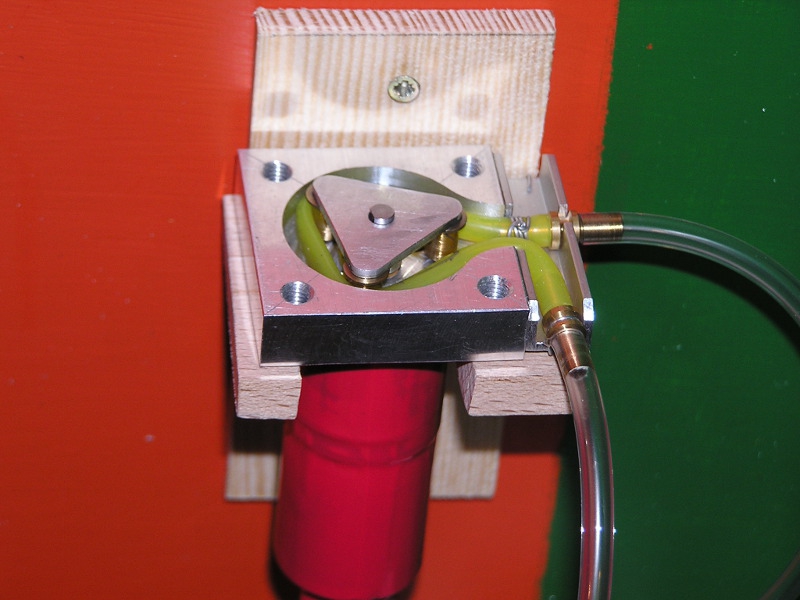
Testuje właśnie kolejny model miniaturowego wrzciona DIY pod freziki 3mm - układ łożysk: z przodu dwa 61802 z podkładką dystansową, sciągnięte razem nakrętką w celu usunięcia luzów, z tyłu jedno 61901 zamocowane suwliwie. Niestety powierzchnia frezowana w alu nie wygląda zbyt dobrze - powstaje "rybia łuska" (napewno nie jest to wina frezu - ten sam w solidniejszym wrzecionie zostawia gładką powierzchnię). Zmierzyłem wrzcionko czujnikiem - 15 milimetrów od tulejki zaciskowej bez wysiłku można je odchylić o +-0.01mm jeśli ciągnąć za wał wrzeciona (uzyskanie tego samego odchylenia przez szarpanie za obudowę wrzciona wymaga znacznie większej siły). Problem wydaje się związany z nadmiernym luzem promieniowym tylnego łożyska a zastosowanie loctite przyniosło jedynie minimalną poprawę - niestety po zastosowaniu loctite nie jestem w stanie zmierzyć średnicy wału pod łożyskiem ale z całą pewnością był zbyt luźny. Zdaję sobie sprawę że podane tolerancje są dla łożysk wysokiej klasy dokładności a ja majstruję z tanią masówką ale buduję te wrzeciona dla zabawy i nauki.
Pozdrawiam
Grzesiek
Przeglądam stronę skf pod kątem pasowania przy montażu łozysk kulkowych (powód poszukiwań poniżej) - znalazłem informację że łożysko z zasady ma dośc znaczny (do 9um dla 61901 klasy C2) luz promieniowy który znika dopiero po poprawnym zamontowaniu łożyska. W dziale "zalecane pasowania" dla zastosowania "Wysokie wymagania dokładności obrotu" zalecają tolerancję js4 - czyli (dla 61901) +-2.5um - w tabeli podają też tolerancje średnicy otworu łożyska - -8um do 0 . Pytanie brzmi - czy w przypadku wałka zrobionego na "0" luz promieniowy zostanie usunięty czy jednak muszę zrobić wałek na lekki + ?
A powód:
Testuje właśnie kolejny model miniaturowego wrzciona DIY pod freziki 3mm - układ łożysk: z przodu dwa 61802 z podkładką dystansową, sciągnięte razem nakrętką w celu usunięcia luzów, z tyłu jedno 61901 zamocowane suwliwie. Niestety powierzchnia frezowana w alu nie wygląda zbyt dobrze - powstaje "rybia łuska" (napewno nie jest to wina frezu - ten sam w solidniejszym wrzecionie zostawia gładką powierzchnię). Zmierzyłem wrzcionko czujnikiem - 15 milimetrów od tulejki zaciskowej bez wysiłku można je odchylić o +-0.01mm jeśli ciągnąć za wał wrzeciona (uzyskanie tego samego odchylenia przez szarpanie za obudowę wrzciona wymaga znacznie większej siły). Problem wydaje się związany z nadmiernym luzem promieniowym tylnego łożyska a zastosowanie loctite przyniosło jedynie minimalną poprawę - niestety po zastosowaniu loctite nie jestem w stanie zmierzyć średnicy wału pod łożyskiem ale z całą pewnością był zbyt luźny. Zdaję sobie sprawę że podane tolerancje są dla łożysk wysokiej klasy dokładności a ja majstruję z tanią masówką ale buduję te wrzeciona dla zabawy i nauki.
Pozdrawiam
Grzesiek