



Dzień dobry wszystkim
Przeglądam stronę skf pod kątem pasowania przy montażu łozysk kulkowych (powód poszukiwań poniżej) - znalazłem informację że łożysko z zasady ma dośc znaczny (do 9um dla 61901 klasy C2) luz promieniowy który znika dopiero po poprawnym zamontowaniu łożyska. W dziale "zalecane pasowania" dla zastosowania "Wysokie wymagania dokładności obrotu" zalecają tolerancję js4 - czyli (dla 61901) +-2.5um - w tabeli podają też tolerancje średnicy otworu łożyska - -8um do 0 . Pytanie brzmi - czy w przypadku wałka zrobionego na "0" luz promieniowy zostanie usunięty czy jednak muszę zrobić wałek na lekki + ?
A powód:
Testuje właśnie kolejny model miniaturowego wrzciona DIY pod freziki 3mm - układ łożysk: z przodu dwa 61802 z podkładką dystansową, sciągnięte razem nakrętką w celu usunięcia luzów, z tyłu jedno 61901 zamocowane suwliwie. Niestety powierzchnia frezowana w alu nie wygląda zbyt dobrze - powstaje "rybia łuska" (napewno nie jest to wina frezu - ten sam w solidniejszym wrzecionie zostawia gładką powierzchnię). Zmierzyłem wrzcionko czujnikiem - 15 milimetrów od tulejki zaciskowej bez wysiłku można je odchylić o +-0.01mm jeśli ciągnąć za wał wrzeciona (uzyskanie tego samego odchylenia przez szarpanie za obudowę wrzciona wymaga znacznie większej siły). Problem wydaje się związany z nadmiernym luzem promieniowym tylnego łożyska a zastosowanie loctite przyniosło jedynie minimalną poprawę - niestety po zastosowaniu loctite nie jestem w stanie zmierzyć średnicy wału pod łożyskiem ale z całą pewnością był zbyt luźny. Zdaję sobie sprawę że podane tolerancje są dla łożysk wysokiej klasy dokładności a ja majstruję z tanią masówką ale buduję te wrzeciona dla zabawy i nauki.
Pozdrawiam
Grzesiek
wrzeciono DIY - tolerancje gniazd łożysk


-
Duszczyk_K
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 518
- Rejestracja: 21 lis 2013, 14:18
- Lokalizacja: Warszawa Remb.
Witam,
Pisze kolega że używa masówki, więc wrzucę Ci dane zgodne z normą ISO5753:1991
"Wartości luzu wewnętrznego promieniowego w łożyskach kulkowych z bieżniami rowkowymi o styku promieniowym
dla średnicy otworu 10-18mm mamy:
Grupa 2 0-9; grupa N 3-18; grupa 3 11-25; grupa 4 18-33; grupa 5 25-45; luz podany m mikrometrach"
jak się domyślam grupy odpowiadają kolejno oznaczeniom
C2, CN(normalny), C3, C4, C5. Napisałeś, że używasz masówki, więc domyślam się, że będą to łożyska z luzem normalnym CN (luz normalny nie ma oznacznia na łożysku) więc masz pogląd pomiędzy tym co Ty możesz mieć a tym co wyczytałeś.
Powyżej były pewne dane książkowe a teraz moje 3 grosze...
Zastanawiam się nad stosowaniem z przodu 2 łożysk kulkowych które z natury nie są przystosowane do obciążeń wzdłużnych, (a napinasz je siłą wzdłużną) myślałeś może, by zamiast nich dać np 2x kulkowe skośne, powiedzmy 7202?
Jak by co to ja się nie znam na budowie wrzecion, w końcu jesteśmy amatorami
Pisze kolega że używa masówki, więc wrzucę Ci dane zgodne z normą ISO5753:1991
"Wartości luzu wewnętrznego promieniowego w łożyskach kulkowych z bieżniami rowkowymi o styku promieniowym
dla średnicy otworu 10-18mm mamy:
Grupa 2 0-9; grupa N 3-18; grupa 3 11-25; grupa 4 18-33; grupa 5 25-45; luz podany m mikrometrach"
jak się domyślam grupy odpowiadają kolejno oznaczeniom
C2, CN(normalny), C3, C4, C5. Napisałeś, że używasz masówki, więc domyślam się, że będą to łożyska z luzem normalnym CN (luz normalny nie ma oznacznia na łożysku) więc masz pogląd pomiędzy tym co Ty możesz mieć a tym co wyczytałeś.
Powyżej były pewne dane książkowe a teraz moje 3 grosze...
Zastanawiam się nad stosowaniem z przodu 2 łożysk kulkowych które z natury nie są przystosowane do obciążeń wzdłużnych, (a napinasz je siłą wzdłużną) myślałeś może, by zamiast nich dać np 2x kulkowe skośne, powiedzmy 7202?
Jak by co to ja się nie znam na budowie wrzecion, w końcu jesteśmy amatorami
-
 grg12
grg12
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1765
- Rejestracja: 03 sty 2007, 14:27
- Lokalizacja: Wiedeń
Jeśli chodzi o łożyska skośne - zbudowalem już wrzeciono w tej konfiguracji na 7201. 7202 raczej nie użyje bo zależy mi na utrzymaniu średnicy zewnętrznej wrzeciona na 43mm - taki mam uchwyt na frezarce. Wrzeciono ma ten sam problem co aktualne, na dodatek bardzo się grzeje przy obrotach powyżej 12000 a łożyska są stosunkowo drogie.
Przy projektowaniu aktualnego prototypu zupełnie świadomie zdecydowałem się na użycie serii 618 - o teoretycznie najmniejszej nośności żeby zobaczyć czy to ma w ogóle szansę działać. Jak na razie - po kilku godzinach pracy (frez 3mm, zagłębienie w okolicy 1mm w aluminium obroty 12000 do 24000) nie widać żeby łożyska padały - jakość obrabianej powierzchni w zasadzie bez zmian. Z drugiej strony - jednym z założeń projektu jest prosta wymiana łożysk
Przy projektowaniu aktualnego prototypu zupełnie świadomie zdecydowałem się na użycie serii 618 - o teoretycznie najmniejszej nośności żeby zobaczyć czy to ma w ogóle szansę działać. Jak na razie - po kilku godzinach pracy (frez 3mm, zagłębienie w okolicy 1mm w aluminium obroty 12000 do 24000) nie widać żeby łożyska padały - jakość obrabianej powierzchni w zasadzie bez zmian. Z drugiej strony - jednym z założeń projektu jest prosta wymiana łożysk

-
pukury
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 7887
- Rejestracja: 23 lis 2004, 22:41
- Lokalizacja: kraków
witam.
a pewnie - u mnie prze wiele lat ( t tokarce ) sprawdziło się napinanie łożysk zwykłych .
jest jeszcze problem - pomijany zwykle - owalu miejsca mocowania łożyska.
a jest to problem.
jak do " jajowatego " otworu wprowadzimy łożysko to co się dzieje ?
nie można również pominąć geometrii " przodu i tyłu " - osiowość i przesunięcie .
wcale to nie takie oczywiste - jak to zrobić dobrze.
pozdrawiam.
a pewnie - u mnie prze wiele lat ( t tokarce ) sprawdziło się napinanie łożysk zwykłych .
jest jeszcze problem - pomijany zwykle - owalu miejsca mocowania łożyska.
a jest to problem.
jak do " jajowatego " otworu wprowadzimy łożysko to co się dzieje ?
nie można również pominąć geometrii " przodu i tyłu " - osiowość i przesunięcie .
wcale to nie takie oczywiste - jak to zrobić dobrze.
pozdrawiam.
Mane Tekel Fares
-
grg12
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1765
- Rejestracja: 03 sty 2007, 14:27
- Lokalizacja: Wiedeń
Nie do końca rozumiem użyte figury retoryczne więc na wszelki wypadek wrzucę parę obrazków
Na początek mały "rys historyczny":

Od lewej - moje pierwsze wrzeciono, dwa łożyska 6001RS (nie miałem pojęcia co robie ) na końcach wrzeciona - wbite "na sztywno" (młotkiem...) zarówno od strony wału jak i obudowy. Obroty max - około 8000, najsztywniejsze wrzeciono w mojej kolekcji. Niestety - jest całkowicie nierozbieralne
Nastepnie mamy wrzcionko z parą 7201 z przodu i 6001 z tyłu - max obroty około 12000.
Wrzciono z dwoma łozyskami 6001 - układ podobny jak w pierwszym ale znaacznie staranniej wykonane. Obroty max. 24000 bo tyle dam radę wycisnąć z silnika.
Na końcu - schrzaniony wał do najnowszej wersji (zamiast M14x0.75 naciąłem M13x0.75...). Konfiguracja: z przodu dwa łożyska 61802 z przekładką dystansową, napięte nakrętką - pierwsze gniazdo zrobione na +0.004mm (mierzone przyzwoitym mikrometrem ustawianym płytkami wzorcowymi tuż przed pomiarem), drugie -0.002 żeby dało się "zluzować". Z tyłu łożysko 61901 zamocowanie suwliwie na wale - pierścień zewnętrzny jest zblokowany dystansem z pozostałymi (wszystkie łożyska mają tą samą średnicę zewnętrzną). Nie jest to zalecany układ - "suwliwy" powinien być pierścień nieruchomy ale, jak widać dowiedziałem się o tym odrobinę za późno...
Obroty max - 24000.
Przy drugim wrzecionie doszedłem że przydałby mi się pomiar obrotów ("ramie" po lewej stronie - trzyma transoptor odbiciowy). Przy trzecim - w jaki sposób zamocować koło pasowe bez jego uszkadzania a przy czwartym (!) że przydałoby się kawałek gwintu do wprowadzania kontrolowanego napięcia osiowego...
Coś mi się zdaje że zanim zbudują naprawdę dobre wrzeciono będę miał ładną kolekcje
Jest to jeden z powodów dla których skąpię na łożyska - jak na razie błędy konstrukcyjne bardziej limitują osiągi.
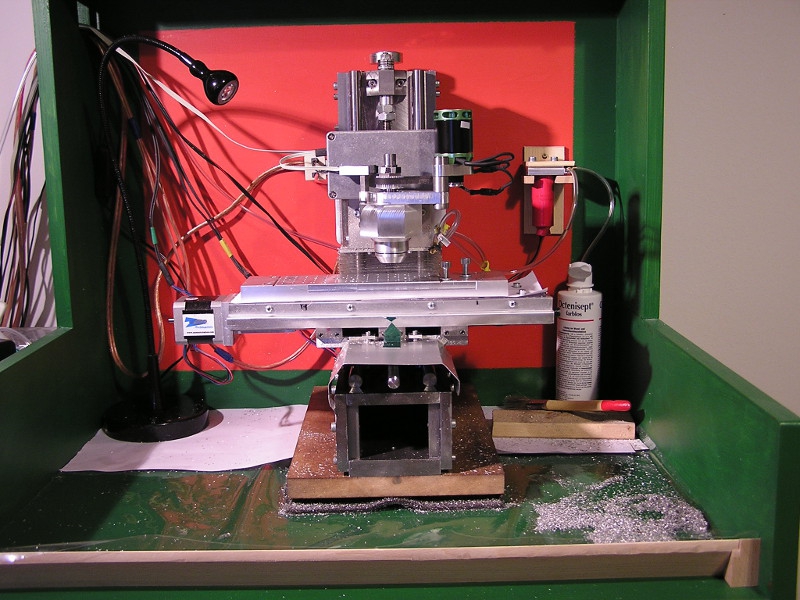
A tutaj moja frezarka z aktualną wersją wrzeciona:
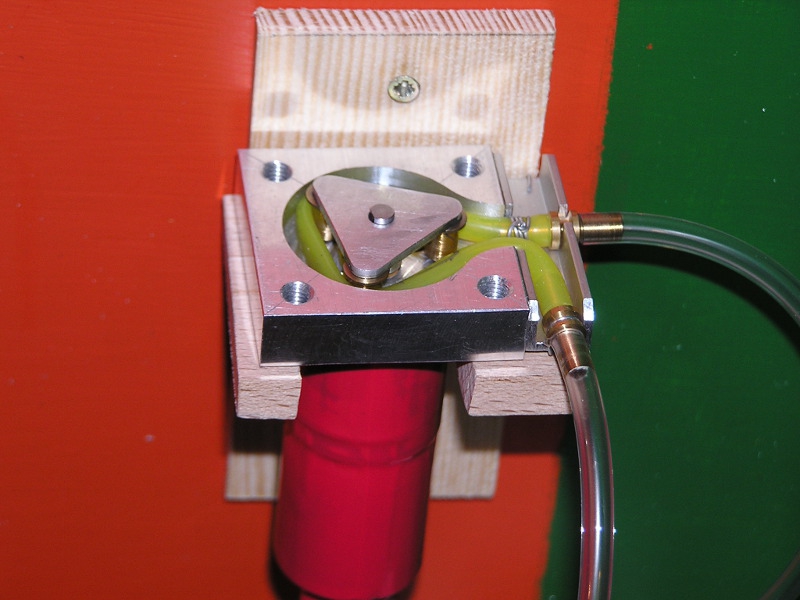
A tutaj prototyp pompki perystaltycznej o oszałamiającej wydajności 1ml/min - wyrzeźbiona przy pomocy najnowszego wrzecionka - podaje spirytus do chłodzenia
Na początek mały "rys historyczny":
Od lewej - moje pierwsze wrzeciono, dwa łożyska 6001RS (nie miałem pojęcia co robie
Nastepnie mamy wrzcionko z parą 7201 z przodu i 6001 z tyłu - max obroty około 12000.
Wrzciono z dwoma łozyskami 6001 - układ podobny jak w pierwszym ale znaacznie staranniej wykonane. Obroty max. 24000 bo tyle dam radę wycisnąć z silnika.
Na końcu - schrzaniony wał do najnowszej wersji (zamiast M14x0.75 naciąłem M13x0.75...). Konfiguracja: z przodu dwa łożyska 61802 z przekładką dystansową, napięte nakrętką - pierwsze gniazdo zrobione na +0.004mm (mierzone przyzwoitym mikrometrem ustawianym płytkami wzorcowymi tuż przed pomiarem), drugie -0.002 żeby dało się "zluzować". Z tyłu łożysko 61901 zamocowanie suwliwie na wale - pierścień zewnętrzny jest zblokowany dystansem z pozostałymi (wszystkie łożyska mają tą samą średnicę zewnętrzną). Nie jest to zalecany układ - "suwliwy" powinien być pierścień nieruchomy ale, jak widać dowiedziałem się o tym odrobinę za późno...
Obroty max - 24000.
Przy drugim wrzecionie doszedłem że przydałby mi się pomiar obrotów ("ramie" po lewej stronie - trzyma transoptor odbiciowy). Przy trzecim - w jaki sposób zamocować koło pasowe bez jego uszkadzania a przy czwartym (!) że przydałoby się kawałek gwintu do wprowadzania kontrolowanego napięcia osiowego...
Coś mi się zdaje że zanim zbudują naprawdę dobre wrzeciono będę miał ładną kolekcje
Jest to jeden z powodów dla których skąpię na łożyska - jak na razie błędy konstrukcyjne bardziej limitują osiągi.
A tutaj moja frezarka z aktualną wersją wrzeciona:
A tutaj prototyp pompki perystaltycznej o oszałamiającej wydajności 1ml/min - wyrzeźbiona przy pomocy najnowszego wrzecionka - podaje spirytus do chłodzenia






