Synchronizacja wskaźników laserowych z przesuwem pił
: 23 lip 2013, 20:12
Witam.
Instaluję do podwójnej piły taśmowej wskaźniki laserowe. Ze względów mechanicznych oraz na możliwość oślepiania operatora montaż ich na korpusach pił odpada.Piły rozsuwają się symetrycznie, napęd pozycji siłownik hydrauliczny, 2 prędkości przesuwu- szybko-wolno, odczyt położenia enkoder linkowy.
Lasery chcę umieścić nad stanowiskiem operatora, na jednej szynie i dwóch wózkach 15-tkach, sprzężone listwą zębatą jak na rysunku:
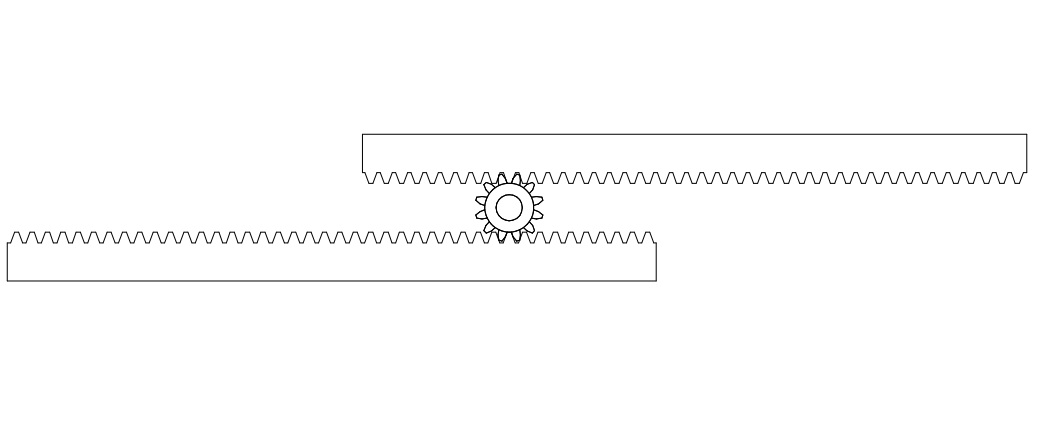
Zębatka napędzana krokówką.
Problem mam z połączeniem elektrycznym z istniejącym systemem pozycjonowania (o dokładności 0,2mm).
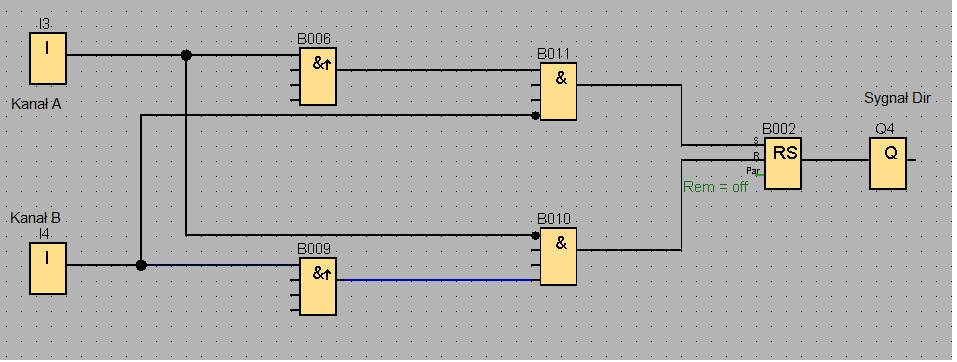
Pierwszy pomysł to wykorzystać sygnały sterujące elektrozaworami (poprzez przekaźniki) jako sygnały DIR, a impulsy z enkodera ( wystarczy z jednego kanału) jako Step.
Druga wersja to zamontować krokówkę + plus sterownik do hybrydy z wejściem enkoderowym tylko zamiast enkodera z silnika podać sygnał z enkodera pił. Sterownik powinien automatycznie korygować położenie.
Czy moje założenia są słuszne?
Instaluję do podwójnej piły taśmowej wskaźniki laserowe. Ze względów mechanicznych oraz na możliwość oślepiania operatora montaż ich na korpusach pił odpada.Piły rozsuwają się symetrycznie, napęd pozycji siłownik hydrauliczny, 2 prędkości przesuwu- szybko-wolno, odczyt położenia enkoder linkowy.
Lasery chcę umieścić nad stanowiskiem operatora, na jednej szynie i dwóch wózkach 15-tkach, sprzężone listwą zębatą jak na rysunku:
Zębatka napędzana krokówką.
Problem mam z połączeniem elektrycznym z istniejącym systemem pozycjonowania (o dokładności 0,2mm).
Pierwszy pomysł to wykorzystać sygnały sterujące elektrozaworami (poprzez przekaźniki) jako sygnały DIR, a impulsy z enkodera ( wystarczy z jednego kanału) jako Step.
Druga wersja to zamontować krokówkę + plus sterownik do hybrydy z wejściem enkoderowym tylko zamiast enkodera z silnika podać sygnał z enkodera pił. Sterownik powinien automatycznie korygować położenie.
Czy moje założenia są słuszne?