



")
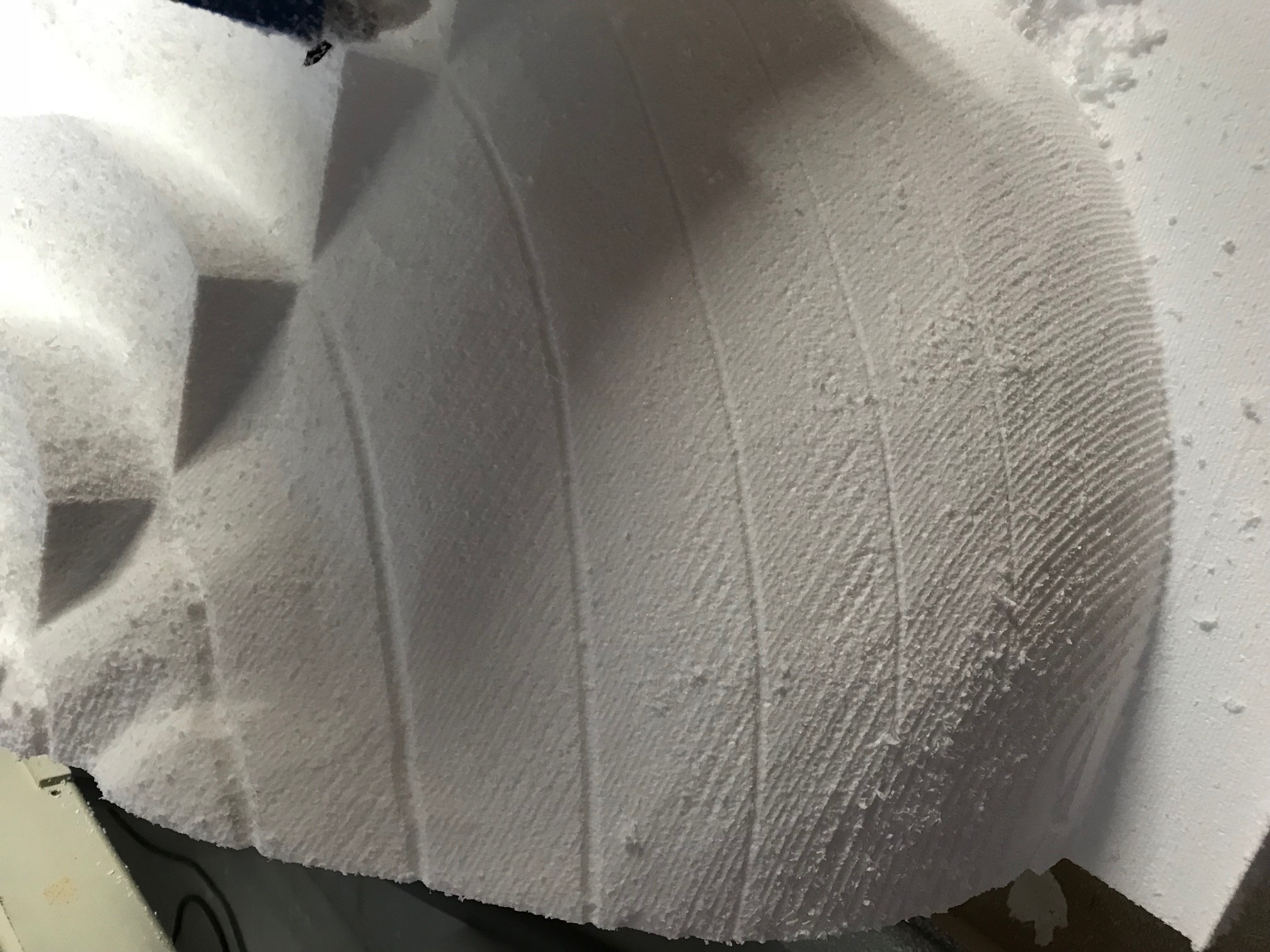
Efekt błędnego działania frezarki widzicie poniżej. Probuje wymyślić jaka może być tego przyczyna.
Najpierw o skutkach usterki.
W wyniku zgrubnego frezowania odrzuciłem zbędny materiał, a przy frezowaniu wykańczającym okazało się, że Z wykańczającego jest za wysoko czyli nie dojeżdża w punktach zmiany wysokości zgrubnego czego efektem jest półka po frezowaniu zgrubnym. Pierwsze co przyszło mi do głowy to to, ze zwyczajnie to Z zostało źle ustawione. Po teście jednak okazało się, że Z jest ustawione ok. Zastanawiające okazało się, że półka jest im wyżej, tym wyższa, a na samym na dole frezowania wykańczającego półek nie ma, a u góry są duże, zupełnie jakby błąd wysokości przy frezowaniu zgrubnym się kumulował. Po zmierzeniu go ręcznie, (więc mamy tu niedokładność), faktycznie okazało się, że kolejne półki są coraz wyższe, a odległość między nimi - maleje patrząc od góry do dołu o z grubsza zbliżoną wartość. Błąd nie pojawił się przy frezowaniu wykańczającym;
Nigdy wcześniej się z czymś takim nie spotkałem stąd prośba o podpowiedź co może być przyczyną:
a/ wina łożyska ze śrubą trapezową, które steruje osią Z - łożysko delikatnie szumi. Ze względu na budowę maszyny nie można dostać się do łożyska by je nasmarować - należy zdemontować łożysko czyli tak naprawde wstawić nowe (bo wyjecie sruby z ozyska powoduje wypadnięcie kulek). Tu błedem może być też jakiś zadzior na śrubie trapezowej (ale nie zlokalizowałem czegoś takiego) bądź wyrobione łożysko. Przeczy temu fakt, że problem nie pojawił się przy frezowaniu wykańczającym. Tłumaczę sobie to jednak tym, że przy frezowaniu wykańczającym Z pracuje cały czas, a przy zgrubnym, tylko przez chwile
b/ usterka silnika krokowego - znów - przeczy temu fakt, że problem się nie pojawił przy wykanczaniu.
c/ wina uszkodzonego sterownika osi Z
d/ wina kabla łączącego komputer ze sterownikiem. To klasyczny kabel usb A-B, bez koralika ferrytowego. Kabel niedawno został zmieniony. Wcześniejszy taki koralik miał, natomiast to nie tak, że problem pojawił się zauważalnie po zmianie kabla. Nie potrafie określić dokładnie kiedy kabel wymieniłem.
e/ wina ładunku który zbiera się na frezarce - materiał obkleja maszynę, więc posiada ładunek który może wpłynąć na elektronikę/kabel usb.
f/ śruba została przyblokowana przez wióry - im wyżej cięło tym wiory były bliżej łożyska, im niżej - tym dalej więc mniej wiórów padało na trapezówkę. Starałem się to czyścić w trakcie, ale moze niedostatecznie.
Osobiście celuje w punkt d/ lub e/.
Będe wdzięczny za każdą podpowiedź. Jutro planuje zmieniać i kabel i łożysko, ale może, ktoś miał podobne spostrzeżenia i podzieli się nimi.
K.
Przy okazji - w manualu do piko napisane jest ze kabel cnc powinien miec filtr ferrytowy i podwójny ekran. Czy ktoś podpowie mi gdzie kupie dobry kabel usb typu AB o takich parmetrach bo ?
Obrazek obrocony o 90 stopni przeciwnie do wskazowek zegara


")
")
")






