



Cześć
Czy po zmianie narzędzia muszę zawsze ostawiać jego Zero czy może da się to zrobić jakoś automatycznie przypisując długości dla danego narzędzia?
Mowa oczywiście o sterowniku PikoCNC
Zmiana narzędzia Po zmianie narzędzia zawsze muszę zerować Z


-
 gaspar
gaspar
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1714
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
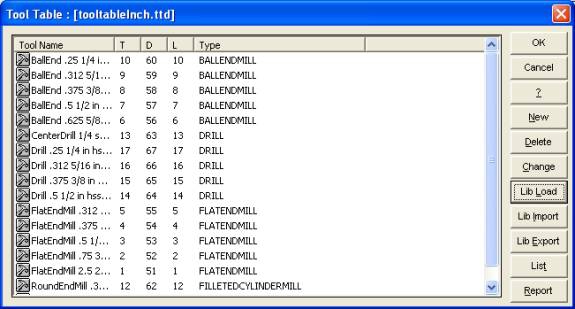
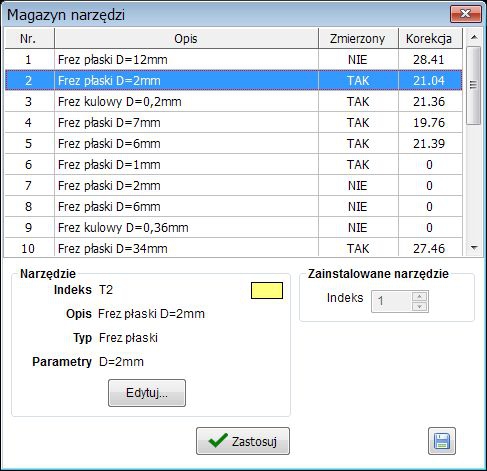
w piko nie ma tablicy offsetów narzędzi. Po każdej zmianie czeka Cię pomiar na czujniku. Warto by było, by Cosimo dorobił do magazynu narzędzi tablicę z offsetami narzędzi, to podejrzewam tylko chwilka roboty dla niego.
Generalnie powinno wyglądać to tak.
Narzędzia w oprawkach, wywołujesz zmianę narzędzia np. na nr 2, maszyna pobiera narzędzie nr 2 i sprawdza w tablicy czy posiada zmierzony jego offset. Jeśli posiada to wprowadza kompensację względem narzędzia wcześniej używanego. Jeśli nie posiada to jedzie na czujnik i je mierzy. I tak z całą resztą magazynu.
Generalnie powinno wyglądać to tak.
Narzędzia w oprawkach, wywołujesz zmianę narzędzia np. na nr 2, maszyna pobiera narzędzie nr 2 i sprawdza w tablicy czy posiada zmierzony jego offset. Jeśli posiada to wprowadza kompensację względem narzędzia wcześniej używanego. Jeśli nie posiada to jedzie na czujnik i je mierzy. I tak z całą resztą magazynu.
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
 mitek
mitek
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 14
- Posty: 745
- Rejestracja: 09 cze 2009, 22:06
- Lokalizacja: k/Krakowa
- Kontakt:
Też tak sobie to wyobrażam 
Na razie zwyczajnie ustawiam inne parametry głębokości dla narzędzi choć raz już wmontowałem się w blat przyssawke...
W takiej tablicy offsetów niezbędne musiało by być wyłączanie ich jeśli nie potrzebne no i obok długość przepracowanych frezowań
Tak sobie przeglądam jak to jest w innych programach no i nie tak prosto rozwiązane wszędzie...
.... https://www.google.pl/search?q=tool+len ... B250%3B188
Na razie zwyczajnie ustawiam inne parametry głębokości dla narzędzi choć raz już wmontowałem się w blat przyssawke...
W takiej tablicy offsetów niezbędne musiało by być wyłączanie ich jeśli nie potrzebne no i obok długość przepracowanych frezowań
Tak sobie przeglądam jak to jest w innych programach no i nie tak prosto rozwiązane wszędzie...
.... https://www.google.pl/search?q=tool+len ... B250%3B188
Coś jest niemożliwe do czasu... gdy przyjdzie ktoś kto nie wie że jest to niemożliwe i to zrobi 
-
 cosimo
cosimo
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 639
- Rejestracja: 21 maja 2008, 10:02
- Lokalizacja: Damasławek
Ależ jest. Rubryczki korekcja są widoczne w magazynku gdy w ustawieniach włączymy wymianę narzędzia za pomocą makr M6 - ale oczywiście wtedy musimy sami napisać całą procedurę wymiany. Na stronie 68 w manualu jest opisane jak to działa.w piko nie ma tablicy offsetów narzędzi.
Ale masz na myśli ręczną wymianę narzędzia o znanej długości? - w każdym razie można tak napisać makra do M6, że będzie to możliwe. Jeżeli w magazynku masz narzędzie zaznaczone jako „zmierzone” to makra odpowiedzialne za pomiar nie będą wykonywane.Czy po zmianie narzędzia muszę zawsze ostawiać jego Zero czy może da się to zrobić jakoś automatycznie przypisując długości dla danego narzędzia?
-
mitek
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 14
- Posty: 745
- Rejestracja: 09 cze 2009, 22:06
- Lokalizacja: k/Krakowa
- Kontakt:
yyy...
W makro M6 co umieścić? PAUSE czy coś takiego zanim zamontuje resztę magazynku bo to jeszcze się robi...
Dojazd do home1 i pauza... no nic zaraz będę szperał
Tylko na razie i tak nie mam jeszcze nawet czujnika długości no i jak wtedy mierzyć tą długość? musiałbym mieć na czujniku kawałek materiału by był poziom elementu?
W makro M6 co umieścić? PAUSE czy coś takiego zanim zamontuje resztę magazynku bo to jeszcze się robi...
Dojazd do home1 i pauza... no nic zaraz będę szperał
Tylko na razie i tak nie mam jeszcze nawet czujnika długości no i jak wtedy mierzyć tą długość? musiałbym mieć na czujniku kawałek materiału by był poziom elementu?
Coś jest niemożliwe do czasu... gdy przyjdzie ktoś kto nie wie że jest to niemożliwe i to zrobi
-
cosimo
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 639
- Rejestracja: 21 maja 2008, 10:02
- Lokalizacja: Damasławek
Może być coś w tym stylu:W makro M6 co umieścić? PAUSE czy coś takiego...
M6_beg – unosi Z do górnej krańcówki i wyłącza wrzeciono
M6_put – nic nie robi - ale musi być!
M6_get – jedzie do pozycji wymiany (w tym wypadku 0,0) , następnie czeka na sygnał z wejścia 1 (START)
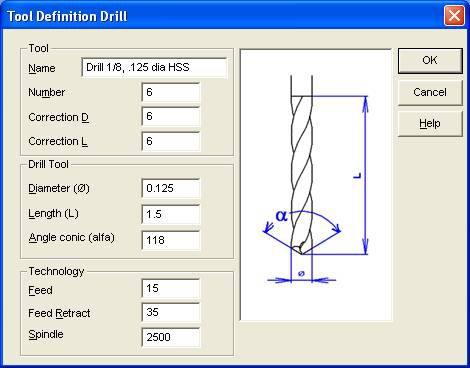
M6_mess – jest wykonywane jeśli narzędzie jest oznaczone w magazynku jako nie zmierzone. Jest to pomiar na czujnik zdefiniowany w ustawieniach.
M6_end – Włączenie wrzeciona i powrót do pracy
Plik M6_beg
%
Move(PosX,PosY,Base_Z); // Uniesienie „Z” na wysokość bezpieczną
WaitMove;
SetOut(1,FALSE); //wyłączenie wrzeciona
// END ==============================
Plik M6_put
%
// END ==============================
Plik M6_get
const // deklaracja stałych
POZ_X_WYMIANY=0;
POZ_Y_WYMIANY=0;
%
Move(POZ_X_WYMIANY, POZ_Y_WYMIANY, PosZ); // Przejazd do pozycji wymiany
WaitMove;
if (not Input(1)) then Wait; // czekanie na przycisk START
SetActTool(GetReqTool); // Ustalenie żądanego narzędzia jako aktualnego
// END ==============================
Plik M6_mess
const // deklaracja stałych
F_NAJAZD=600; // prędkość najazdu na czujnik
%
Move(PosX,PosY,Base_Z);
WaitMove();
Move(TMESS_X,TMESS_Y,PosZ); // Przejazd do punktu pomiarowego na wysokości aktualnej
WaitMove();
SoftLimit(FALSE);
RefOn(0,0,-1,F_NAJAZD); // zjazd do czujnika
SetToolPos(SMT_HEIGHT); // ustalamy aktualną pozycję "Z"
Move(PosX,PosY,SMT_HEIGHT+10); // uniesienie "Z" 10mm nad czujnik wysokości
WaitMove();
SoftLimit(TRUE);
// END ==============================
Plik M6_end
%
Move(PosX,PosY,Base_Z); // Uniesienie „Z” na wysokość bezpieczną
WaitMove;
SetOut(1,TRUE); //włączenie wrzeciona
// END ==============================
-
mitek
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 14
- Posty: 745
- Rejestracja: 09 cze 2009, 22:06
- Lokalizacja: k/Krakowa
- Kontakt:
Zacząłem kombinować w configu i zmieniłem ręcznie pozycje VALID przy narzędziu i po zapisaniu piko nie widzi ustawień... co mogło się stać? plik musi mieć jakąś konkretnie zapisaną budowę?
Otwierałem w notpadzie i zapisałem z odpowiednim rozszerzeniem.
Otwierałem w notpadzie i zapisałem z odpowiednim rozszerzeniem.
Coś jest niemożliwe do czasu... gdy przyjdzie ktoś kto nie wie że jest to niemożliwe i to zrobi
-
cosimo
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 639
- Rejestracja: 21 maja 2008, 10:02
- Lokalizacja: Damasławek
Notpad dodaje własne śmieci do pliku, przez co przestaje on być czytelny dla programu. Jak już chcesz ręcznie coś grzebać to jakimś edytorem dla programistów. Ale po co to robić valid możesz ustawić w okienku magazynku a długość najlepiej niech się mierzy automatycznie.Otwierałem w notpadzie i zapisałem z odpowiednim rozszerzeniem.






