



")
Na trzech osiach wszystko działa dość sprawnie, chociaż bardzo bolesny jest brak dokumentacji do PikoCAM, ciężko jest się w tym odnaleźć.
Niestety po instalacji czwartej osi natknąłem się na kilka problemów, które wydają się nietrudne w rozwiązaniu, a znacznie ułatwiłyby pracę.
1. Bazowanie.
Bazując w PikoCNC czwarta oś nawet przy wyłączonym bazowaniu przy wykonywaniu referencji wraca do 0. Problem polega na tym, że jeśli oś kręciła się wielokrotnie w jednym kierunku i jest obecnie na np. 5000 stopni, to wykona 13 zbędnych obrotów, podczas gdy reszta frezarki musi czekać, aż oś wróci do zera. Można to obejść zerując współrzędną maszynową A przed referencją, ale to słabe rozwiązanie.
Wystarczyłoby, żeby od całkowitego obrotu odjąć te wszystkie zbędne pełne obroty i dopiero potem wykonać ruch do zera. W tym wypadku byłoby to 5000-13*360 = 320. Czyli zamiast prawie 14 obrotów oś wykonałaby tylko niecały jeden.
2. Zerowanie współrzędnych.
Po ustawieniu sobie 4tej osi, która u mnie na swoim miejscu już zostanie powinno być łatwe ustawienie punktu zerowego przy obróbce. W końcu dwie współrzędne osi obrotu są znane i stałe - jest to jej wysokość nad stołem (Z) oraz jedna z pozostałych dwóch współrzędnych w zależności od orientacji osi - jeśli oś jest wzdłuż osi Y, to stała jest współrzędna X. Jeśli oś jest wzdłuż osi X, to stała jest współrzędna Y.
Tym sposobem mając raz przymocowaną oś można by mocować materiał i następnie wystarczyłoby wyzerować tylko jedną z brakujących współrzędnych, a nie wszystkie trzy.
Niestety w pikocnc nie ma opcji zapamiętania tej pozycji z możliwością ustawienia punktów zerowych w dwóch osiach. Można to obejść tworząc miejsce Park w tym punkcie, wykonać tam ruch jeszcze przed mocowaniem detalu, wyzerować dwie współrzędne, odjechać, zamocować detal i wtedy wyznaczyć zero trzeciej współrzędnej.
Rozwiązaniem byłaby tutaj możliwość ustawienia sobie punktu zerowego w danej osi z pamięci programu.
Z góry zaznaczam, że nie piszę tego w formie pretensji, ale wydaje mi się, że stosunkowo niewielkie i proste zmiany mogłyby znacznie polepszyć wrażenia z pracy z czwartą osią korzystając z PikoCNC.
Tutaj na zdjęciu pokazane gdzie zwykle znajduje się punkt zerowy na detalu (przynajmniej korzystając z Fusion360):
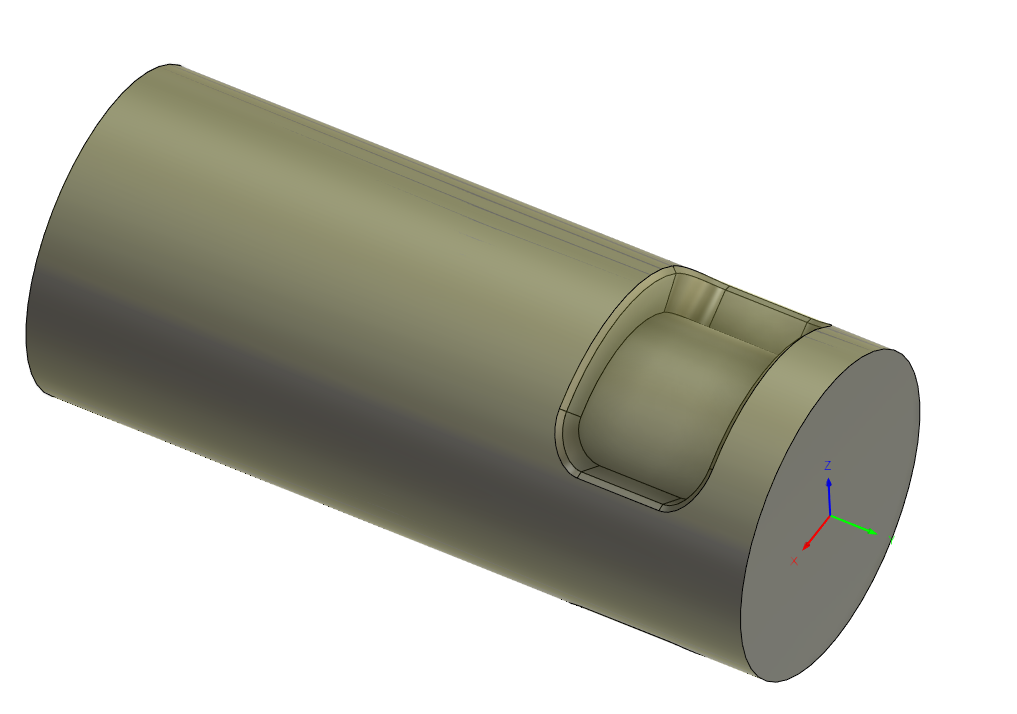
Wartości X0 oraz Z0 są zawsze te same, a jedyną współrzędną, którą trzeba wyzerować po zamocowaniu detalu jest Y0.



")







