Witam
Przeprowadzałem klientowi frezarkę chińską przerobioną na PikoCNC. Był tam czujnik narzędzia nie podłączony. Podłączyłem pod IN4, działa jako wejście, ale niestety nic nie mogę znaleźć jak to skonfigurować, gdzie ustawić do którego wejścia jest podłączony czujnik. Jak ustawić działanie itp. Jest dokument o Ustawianiu osi Z, ale tam nie ma nic o podłączeniu czujnika(softwarowym)
Re: Czujnik wysokości narzędzia
: 16 lip 2020, 23:10
autor: potek74
Witam
Dałeś radę podłączyć czy nie, jak nie to daj znać jutro porobię zrzuty ekranu jak ja poustawiałem u siebie i ci wrzucę na twój post.
Witam
Dałeś radę podłączyć czy nie, jak nie to daj znać jutro porobię zrzuty ekranu jak ja poustawiałem u siebie i ci wrzucę na twój post.
Witam
Nie dałem rady, nawet nie wiem jak się za to zabrać. Fizycznie podłączyłem, działa program widzi wejście. Niestety nie widzę opcji do konfiguracji tego wejścia, przeszukałem ustawienia i tą konfigurację PLC i nic nie znalazłem. Szkoda że to podobno fajny soft ale nie posiada instrukcji :/
Re: Czujnik wysokości narzędzia
: 17 lip 2020, 00:11
autor: potek74
Jutro późnym wieczorem podeślę ci zrzuty ekranu jak ja to zrobiłem.Trochę się namęczyłem ale u mnie działa.
Pozdrowienia
Re: Czujnik wysokości narzędzia
: 17 lip 2020, 10:31
autor: RobWan
ziomal155 pisze:nie wiem jak się za to zabrać.
Nie używam sondy, ale...
Musisz dodać makro*, które obsłuży sondę (sonda może być zamontowana zamiast narzędzia) Makra są w katalogu Piko. Są tam różne makra dla sondy, w zależności co chcesz mierzyć.
We wcześniejszych wersjach Piko (np. 441) jest więcej makr.
W 500 jest makro do do pomiaru długości narzędzia (TM).
Robert
*
Ustawienia---Interfejs--Makra
Re: Czujnik wysokości narzędzia
: 17 lip 2020, 15:46
autor: bartekn86
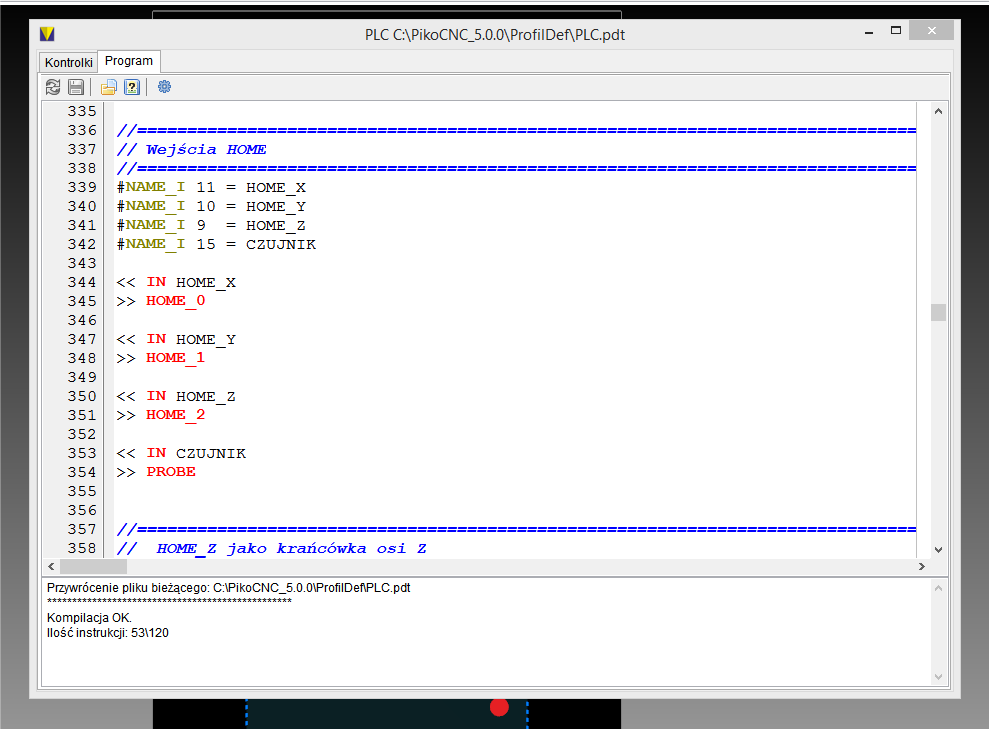
Do czujnika wysokości narzędzia nie trzeba żadnego makra, wystarcza trzy linijki w plc. przypisanie markera (rejestru czy jeden dziad wie jak to sie poprawnie nazywa) probe do któregoś wejścia
#NAME_I x = czujnik_narzedzia
<< IN czujnik_narzedzia
>> probe
za x ładujesz numerek wejscia w kontrolerze gdzie czujnik masz podłączony
tak powinno to potem działać - czujnik wlasnej produkcji
Robert: makro do sondy pomiarowej materiału to by trzeba do autora pisać zeby to poprawił na cos natywnego w programie bo głowicę pomiarową już buduję
Re: Czujnik wysokości narzędzia
: 17 lip 2020, 17:15
autor: RobWan
bartekn86 pisze:Do czujnika wysokości narzędzia nie trzeba żadnego makra
Nie wiem dlaczego założyłem, że sondę będzie używał.
bartekn86 pisze:Do czujnika wysokości narzędzia nie trzeba żadnego makra
Nie wiem dlaczego założyłem, że sondę będzie używał.
Robert
to tam ważne nie jest ;p;p;p trzeba pomyslec co z tym natywnym okreslaniem rozmiaru i polozenia materialu glowicą ;p trza bedzie autora pomęczyc ;p
Re: Czujnik wysokości narzędzia
: 17 lip 2020, 22:42
autor: potek74
Witam
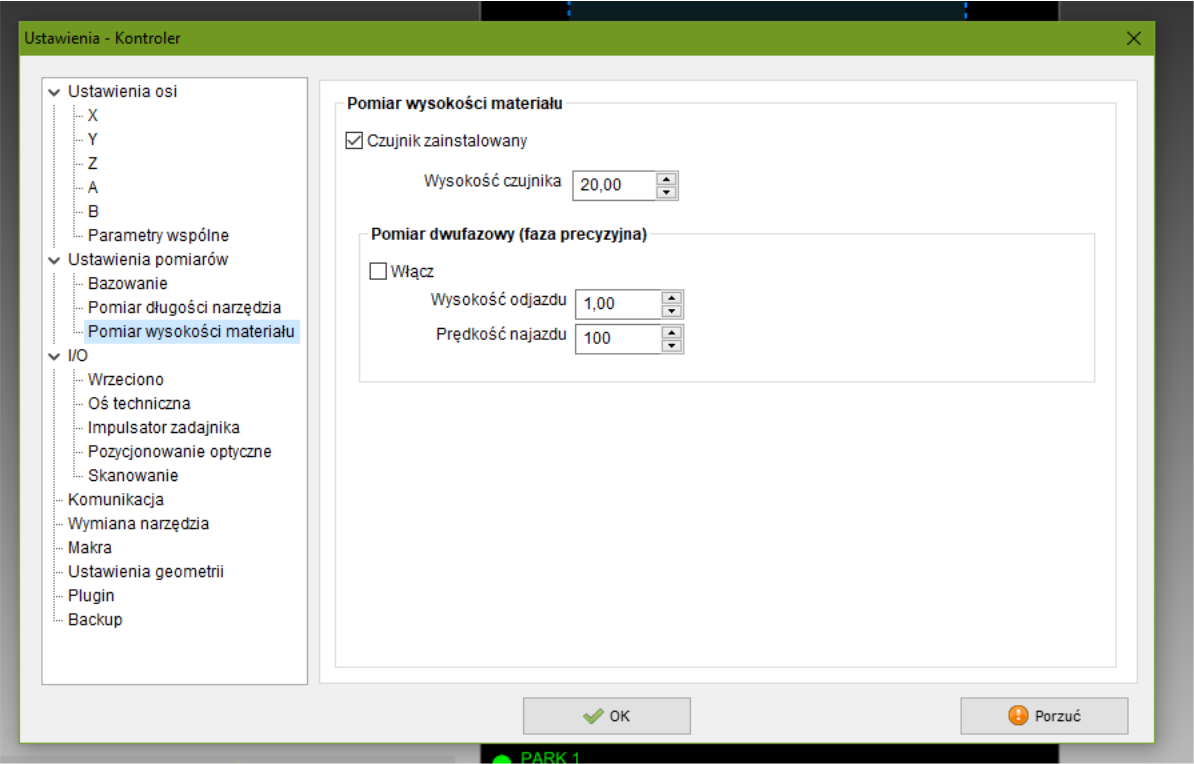
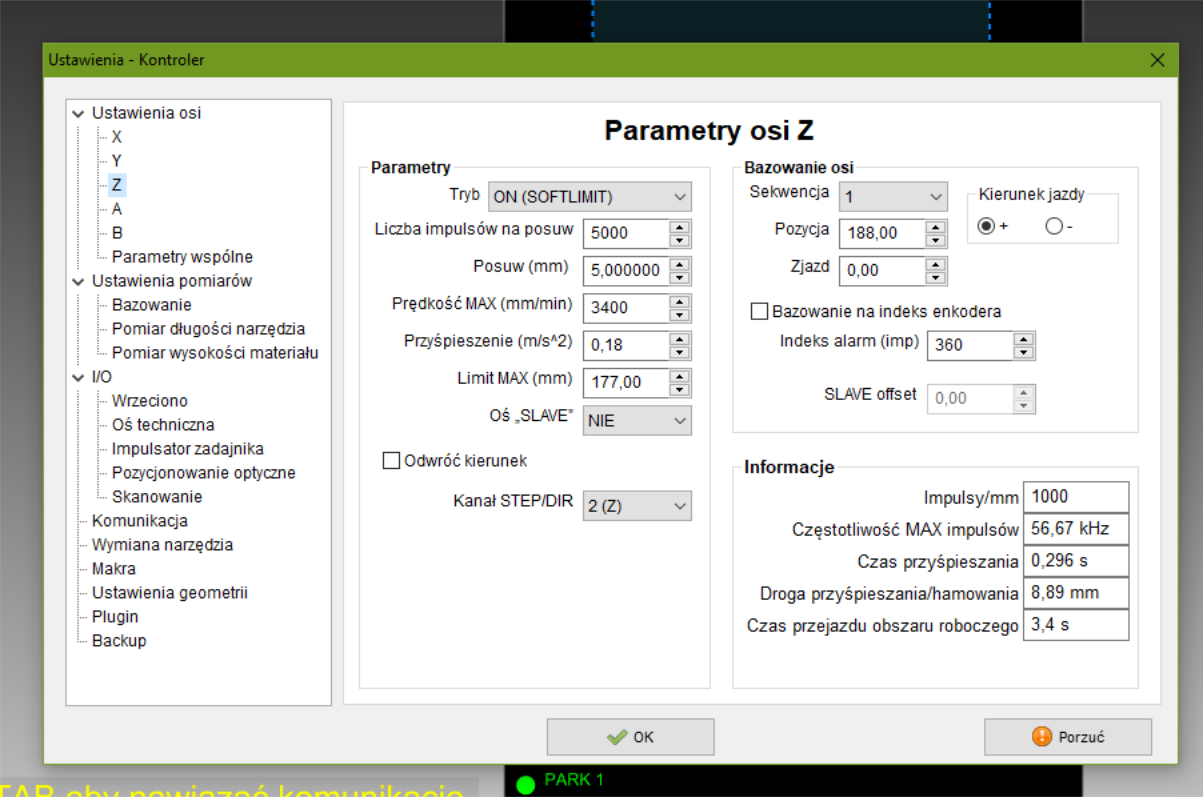
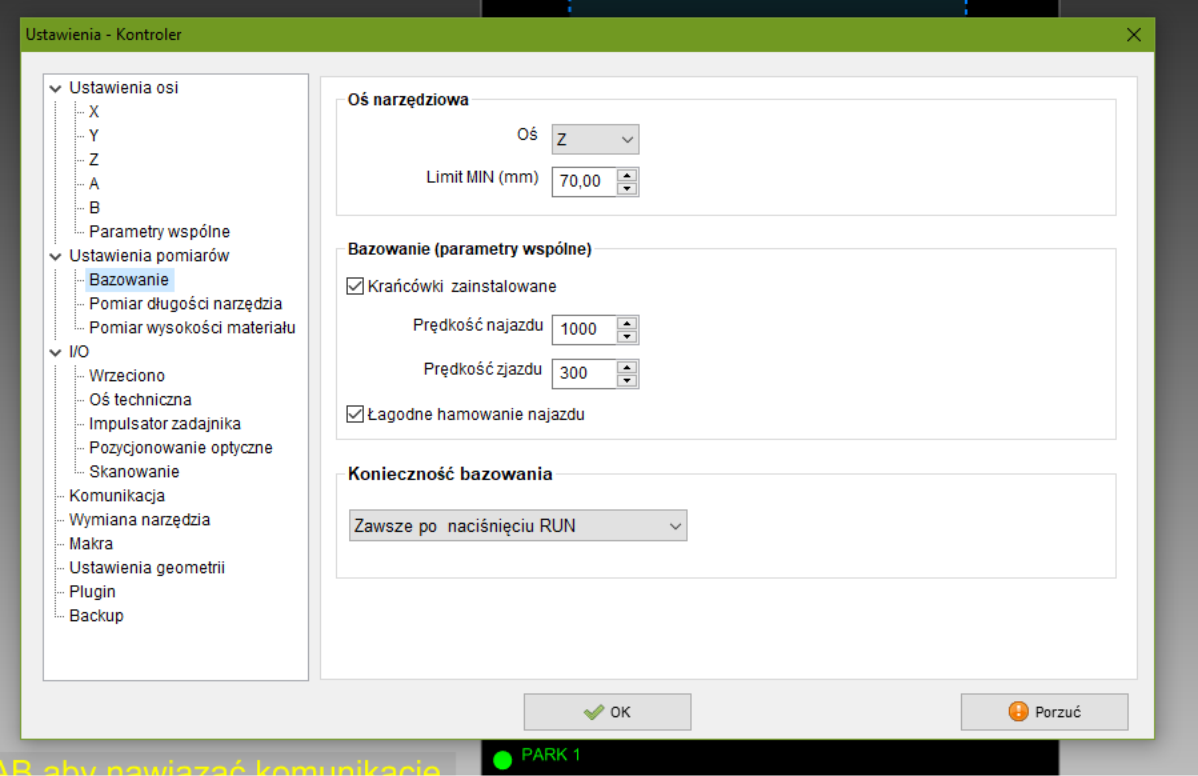
Poniżej wklejam jak to jest u mnie zrzuty ekranu, PLC i ustawień kontrolera.
Jakby co to pytaj jak umiem pomogę.
Re: Czujnik wysokości narzędzia
: 18 lip 2020, 08:52
autor: bartekn86
daj zdjęcie z zakładki kontrolki, być może dopisałeś te linijki nie w tym miejscu gdzie trzeba
Wybierając z "góry" listy funkcji plc odnossz się gdzieś na dół - jak u góry nie masz którejś opcji aktywnej to odpowiadający temu dół będzie ignorowany.