Strona 1 z 1
Zmiana obrotów
: 13 wrz 2014, 21:49
autor: yeti1981
Witam. Mam problem z generowaniem gkodu. Podczas generowania nie zmienia obrotów podczas frezowania wykańczającego gdzie nie następuje zmiana narzędzia. Dziękuję za pomoc.
: 14 wrz 2014, 02:36
autor: djronin
Witam!
Do jakiej maszyny ten postprocesor?
W zasadzie nie jest to takie ważne, na pewno włączenie obrotów jest zadane tylko w funkcji
@start_of_job i późniejsza zmiana nie jest uwzględniona..
Musisz pozmieniać kilka rzeczy..
Na początek zainicjuj (dopisz) dwie zmienne globalne w funkcji
@init_post
pierwsza typu INTEGER o nazwie iLastSpinDir kolejna typu NUMERIC o nazwie iLastSpinRate.
czyli dopisz coś takiego:
GLOBAL INTEGER iLastSpinDir
GLOBAL NUMERIC nLastSpinRate
zakładam, że w swoim postprocesorze nie masz funkcji o nazwie @m_feed_spin
dodaj ją więc teraz
Kod: Zaznacz cały
@m_feed_spin
if nLastSpinRate ne spin or iLastSpinDir ne spin_direction then
{nb,'S'spin}
nLastSpinRate = spin
if spin_direction eq cw then
mcode = 3
else
mcode = 4
endif
{mcode}
iLastSpinDir = spin_direction
endif
endp
Należy jeszcze nieco zmodyfikować dotychczasową funkcję załączania obrotów narzędzia bo w przeciwnym razie kod będzie się powtarzać mogę pomóc ale muszę obejrzeć te funkcję a najlepiej postprocesor. Pozdrawiam!!
: 14 wrz 2014, 03:34
autor: yeti1981
Mój post to Fanuc5a stosowany do Macha. Mam jeszcze jeden problem. Jak wybiorę cykl wiercenia typu Peck i wpiszę niepełny wyjazd to maszyna i tak robi pełny wyjazd i ignoruje wpisaną w wartościach odległość. Dzięki za pomoc.
: 14 wrz 2014, 17:26
autor: djronin
Czy chodzi Ci o coś takiego:
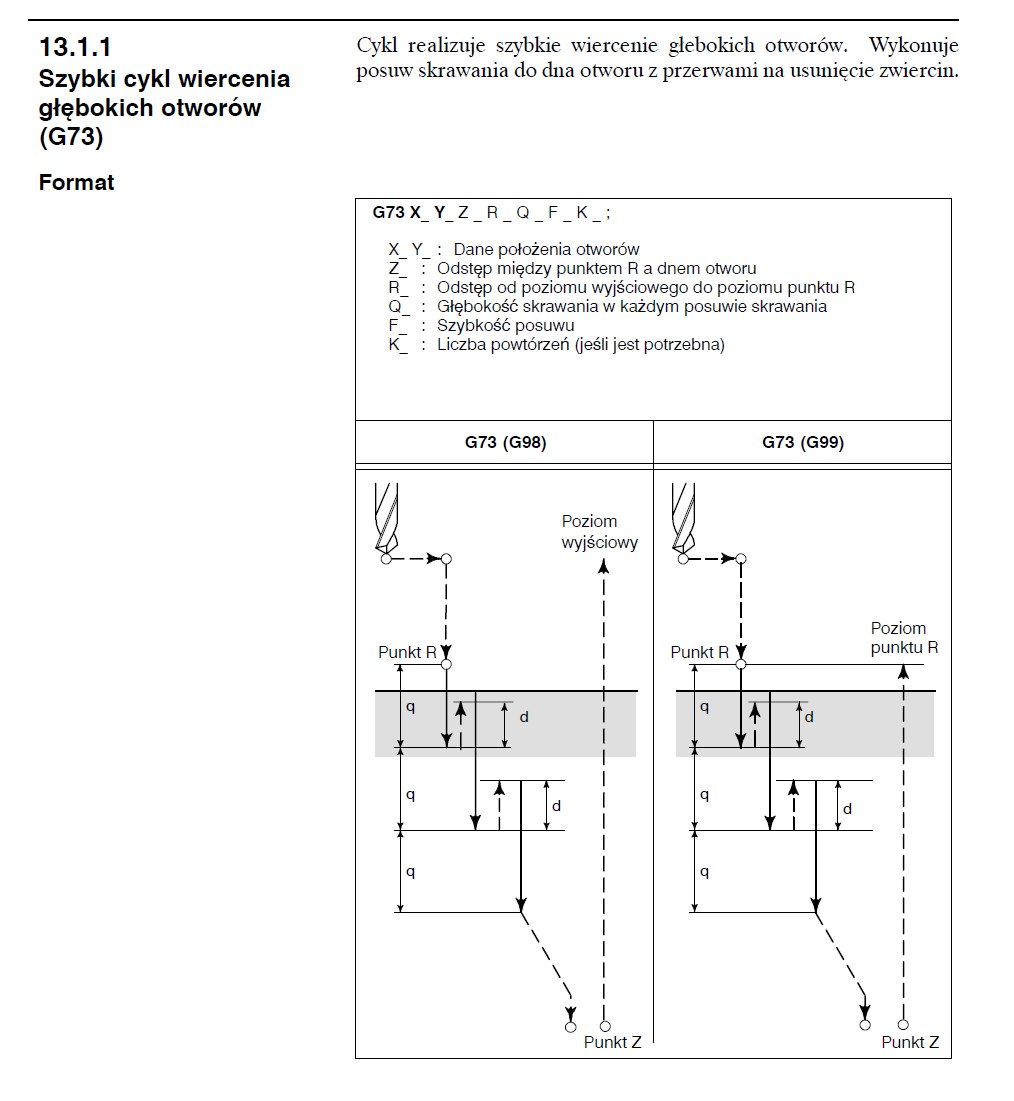
to przykład z instrukcji fanuc czy mach będzie obsługiwał cykl G73?
Jeśli tak to dodam obsługę cyklu chyba, że chodzi Ci o poziom Z w którym wiertło przechodzi do następnego otworu?? G98 - przejście odbywa się przez płaszczyznę bezpieczną np Z50. G99 - o odstęp bezpieczny np Z2., kupi co masz w załączniku poprawiony postprocesor sprawdź go sobie bo ja go nie odpalałem w solidcamie.
: 16 wrz 2014, 16:57
autor: yeti1981
Chodzi mi o wiercenie cyklem G83. W tym momencie już sam nie wiem czy przypadkiem pełny wyjazd nie jest wynikiem złych ustawień w Machu. Sprawdzę i dam odpowiedź.
: 16 wrz 2014, 18:26
autor: djronin
Wiem o jakie ustawienia Ci chodzi w solidcamie nie wiem tylko jak chcesz żeby to wyglądało w g-code. wystarczy że sprawdzisz czy cykl G73 działa na maszynie. Wygeneruj kod na wiercenie G83 w SC i zamień G83 na G73 jeśli będzie wiercić z przerwaniem na złamanie wióra to to jest to.. (symulacja powinna wystarczyć na testy).
a jak postprocesor? działa?
[ Dodano: 2014-09-16, 18:31 ]
yeti1981 pisze:Chodzi mi o wiercenie cyklem G83.
w sinumeriku CYCLE83 obsługuje opcje z wyrzucaniem i z łamaniem wióra w fanucu są to dwa osobne cykle więc może dlatego Ci się myli..
: 16 wrz 2014, 21:52
autor: yeti1981
Postprocesor oczywiście działa. Dziękuję Ci jeszcze raz za pomoc, kliknąłem co trzeba:)
Nie czytałem zbyt wiele na temat g kodu Fanuca ale myślałem, że jest wybór w kodzie G83 czy ma wyjeżdżać całkiem czy tylko o zadaną wartość. W Solidcamie jak wybiorę wiercenie typu Peck to jest opcja wyboru całkowitego wyjazdu lub też niecałkowitego. Poniżej można wpisać o ile ma wyjeżdżać. Pewnie to mnie zgubiło...