Pomiar sondą Renishaw - błąd
: 16 sie 2014, 14:21
Witam. Pobrałem ze strony solidcama podprocesor z cyklami do sondy . niestety przy generowaniu gkodu wywala błąd. Może ktoś podpowie co jest nie tak.»
Obsługa, Programowanie i Budowa Maszyn Numerycznych
https://www.cnc.info.pl/
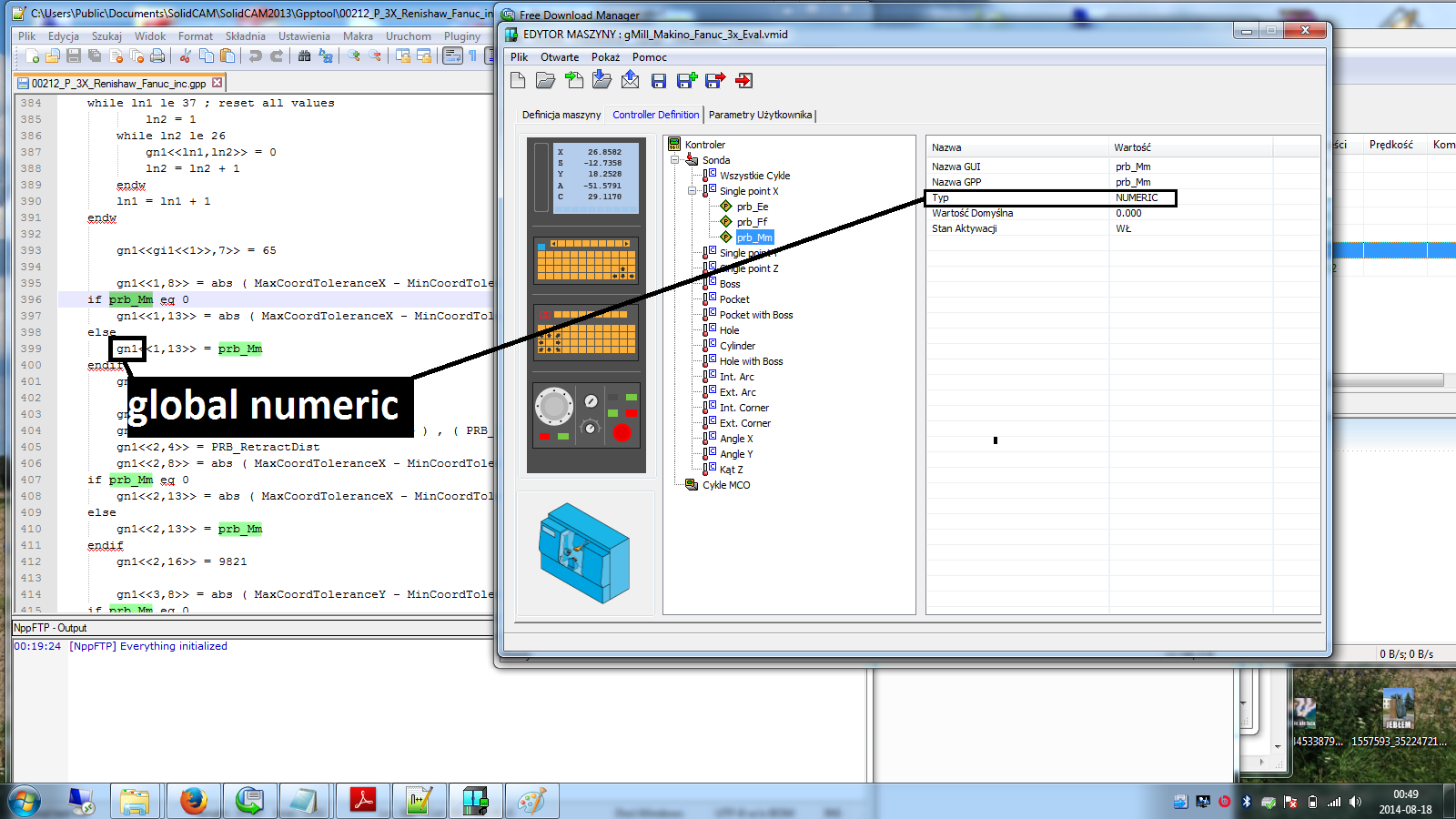
.... , a na której bazie to mierzy ?djronin pisze:Musisz zainicjować te parametry w pliku vmid.
G65 P9811 Xx or Yy or Zz [ Ee Ff Hh Mm Qq Ss Tt Uu Vv Ww ]
prb_Ee
prb_Ff
prb_Hh
prb_Mm
prb_Qq
prb_Ss
prb_Tt
prb_Uu
prb_Vv
prb_Ww
rozumiesz? cykl 9811 może przyjmować opcjonalne parametry i trzeba dopisać je do maszyny..
Pozdrawiam!
Jasne.1q1q1q1q pisze:... Powiec mi jeszcze czy kazdy cykl pomiaru otworu , walka itp. musi mieć podane parametry tego cyklu zeby działało ?? ...
Mierzy na tej którą wybierzesz podczas wybierania geometrii w SC a aktualizuje te którą podasz w parametrze S.WZÓR pisze: .... , a na której bazie to mierzy ?
Dzięki za info.djronin pisze:Mierzy na tej którą wybierzesz podczas wybierania geometrii w SC a aktualizuje te którą podasz w parametrze S.WZÓR pisze: .... , a na której bazie to mierzy ?
Przykład:
S1 - G54
S2 - G55
S101 - G54.1 P1
S102 - G54.1 P2
...
Nie ma potrzeby ..... , ja cykle sondowe dopisuję (jak trzeba) do programu z pulpitu....
... Gdybyście chcieli coś zmienić w postprocesorze to piszcie na pewno postaram się pomóc. ....
Kod: Zaznacz cały
PARAMETRY, KTÓRYCH SILIDCAM NIE POBIERA AUTOMATYCZNIE I NALEŻY JE DODAĆ W PLIKU *.VMID
prb_Ee - INTEGER - Wartość doświadczalna. Numer offsetu dla stałego błędu.
prb_Ff - NUMERIC - Procentowa wartość zwrotnej informacji kontrolnej przy aktualizacji offsetu.
Wprowadza wartość z przedziału od 0 do 1 (0% do 100%). Wartość domyślna = 100%.
Również:
Szybkość posuwu w makrze zabezpieczanego pozycjonowania (O9810)
prb_Hh - NUMERIC - Wartość tolerancji mierzonego wymiaru elementu.
Przykład: W przypadku wymiaru 50,0 mm +0,4 mm –0 mm, znamionowa
tolerancja wyniesie 50,2 mm przy ustawieniu H.2.
prb_Mm - NUMERIC - Tolerancja rzeczywistego położenia elementu. Strefa cylindryczna wokół
teoretycznego położenia.
Przykład: M.1 ustawia tolerancję rzeczywistego położenia jako 0,1 mm.
prb_Tt - INTEGER - Numer aktualizowanego offsetu narzędzia
Przykład: T20 aktualizuje offset narzędzia o numerze 20.
prb_Uu - NUMERIC - Górne ograniczenie tolerancji. Gdy zostanie przekroczona ta wartość, nie
dochodzi do aktualizacji offsetu narzędzia ani offsetu roboczego, a cykl
podlega zatrzymaniu z sygnalizacją alarmu. Ta tolerancja dotyczy
zarówno rozmiaru, jak i położenia, tam gdzie ma to zastosowanie.
Przykład: U2. ustawia górne ograniczenie tolerancji jako 2 mm.
prb_Vv - NUMERIC - Strefa zerowa. Jest to ta strefa tolerancji, gdzie nie następuje korekcja
offsetów narzędzi.
Wartość domyślna = 0
Przykład: V.5 dla strefy tolerancji ±0,5 mm.
prb_Ww - INTEGER - Dane do wydruku
1. = Tylko zwiększenie numeru elementu.
2. = Zwiększenie numeru części i resetowanie numeru elementu.
Przykład: W1.
PRB_Overtravel - Qq q= Odległość przekroczenia wychylenia sondy, gdy wartości domyślne nie są
NUMERIC odpowiednie. Wtedy, podczas wyszukiwania powierzchni, sonda będzie
wychylać się poza spodziewane położenie.
Wartość domyślna = 4 mm (0,16 cala) w osi Z oraz 10 mm (0,394 cala)
w osiach X i Y.
Wykorzystywana także w makrze optymalizacji (O9836) (patrz rozdział 9,
"Cykle dodatkowe", aby uzyskać szczegółowe informacje).
Przykład: Q8. ustawia odległość przekroczenia wychylenia jako 8 mm.
NAZWA CYKLU OPCJONALNE DANE WEJŚCIOWE | ZMIENNE KTÓRE NALEŻY DODAĆ W PLIKU VMID
O9810 Protected positioning cycle Ff Mm | prb_Ff prb_Mm
O9811 X Y Z single surface measurement Ee Ff Hh Mm Qq Ss Tt Uu Vv Ww | prb_Ee prb_Ff prb_Hh prb_Mm prb_Tt prb_Uu prb_Vv prb_Ww PRB_Overtravel
O9812 Web/pocket measurement Ee Ff Hh Mm Qq Rr Ss Tt Uu Vv Ww | prb_Ee prb_Ff prb_Hh prb_Mm prb_Tt prb_Uu prb_Vv prb_Ww PRB_Overtravel
O9814 Bore/boss measurement Ee Ff Hh Mm Qq Rr Ss Tt Uu Vv Ww | prb_Ee prb_Ff prb_Hh prb_Mm prb_Tt prb_Uu prb_Vv prb_Ww PRB_Overtravel
O9815 Finding an internal corner Bb Ii Jj Mm Qq Ss Uu Ww | prb_Mm prb_Uu prb_Ww PRB_Overtravel
O9816 Finding an external corner Bb Ii Jj Mm Qq Ss Uu Ww | prb_Mm prb_Uu prb_Ww PRB_Overtravel
O9817 4th axis X measurement Qq Bb Ss Ww | prb_Ww PRB_Overtravel
O9818 4th axis Y measurement Qq Bb Ss Ww | prb_Ww PRB_Overtravel
O9821 Single angled surface measurement Ee Ff Hh Mm Qq Ss Tt Uu Vv Ww | prb_Ee prb_Ff prb_Hh prb_Mm prb_Tt prb_Uu prb_Vv prb_Ww PRB_Overtravel
O9822 Angled web or pocket measurement Ee Ff Hh Mm Qq Rr Ss Tt Uu Vv Ww | prb_Ee prb_Ff prb_Hh prb_Mm prb_Tt prb_Uu prb_Vv prb_Ww PRB_Overtravel
O9823 3-point bore or boss measurement Ee Ff Hh Mm Qq Rr Ss Tt Uu Vv Ww | prb_Ee prb_Ff prb_Hh prb_Mm prb_Tt prb_Uu prb_Vv prb_Ww PRB_Overtravel
O9843 Angle measurement in the X or Y plane Aa Bb Qq Ww | prb_Ww PRB_Overtravel
O9857 Automatic length and diameter setting ?? |
O9858 Rotating tool broken tool cycle ?? |