frez maykestag 0611701200100
kalkulator parametrow
https://www.mayspeedguide.com/en/
Parametry skrawania
Speedtwister Universal, Ø 12,0 STC Trochoidalny frez trzpieniowy, 3xd, Z = 5, 45 ° vario, z szyjką, Weldon płaski DIN 6535-HB, TWINDUR
Specyfikacja
Nr artykułu: 0611701200100
Materiał: 1.2316 / X 36 CrMo 17
Strategia: Dynamiczny trochoidalny
Szczegóły narzędzia:
d1 [średnica] 12.00 mm
d3 [szyja] 11.8 mm
l1 [długość całkowita] 92,0 mm
l2 [długość cięcia] 38,0 mm
l3 [długość zwolnienia] 46,0 mm
ef [faza narożna] 0,05 mm
z [flety] 5
Powłoka: Twindur
Płyn chłodzący: powietrze + emulsja
0611701200100
Parametry skrawania: MIN
Prędkość skrawania [Vc]
255 m / min
Szybkość posuwu [Vf]
3010 mm / min
Prędkość wrzeciona [n]
6764 obr / min
Szerokość cięcia (a e ) [mm]
0.36 mm
posuw na ząb [fz]
0,089 mm / ząb
Głębokość skrawania (a p ) [mm]
36 mm
Parametry skrawania: MAX
Prędkość skrawania [Vc]
459 m / min
Szybkość posuwu [Vf]
11871 mm / min
Prędkość wrzeciona [n]
12175 obr / min
Szerokość cięcia (a e ) [mm]
1.68 mm
posuw na ząb [fz]
0,195 mm / ząb
Głębokość skrawania (a p ) [mm]
36 mm
Dodane 4 minuty 28 sekundy:
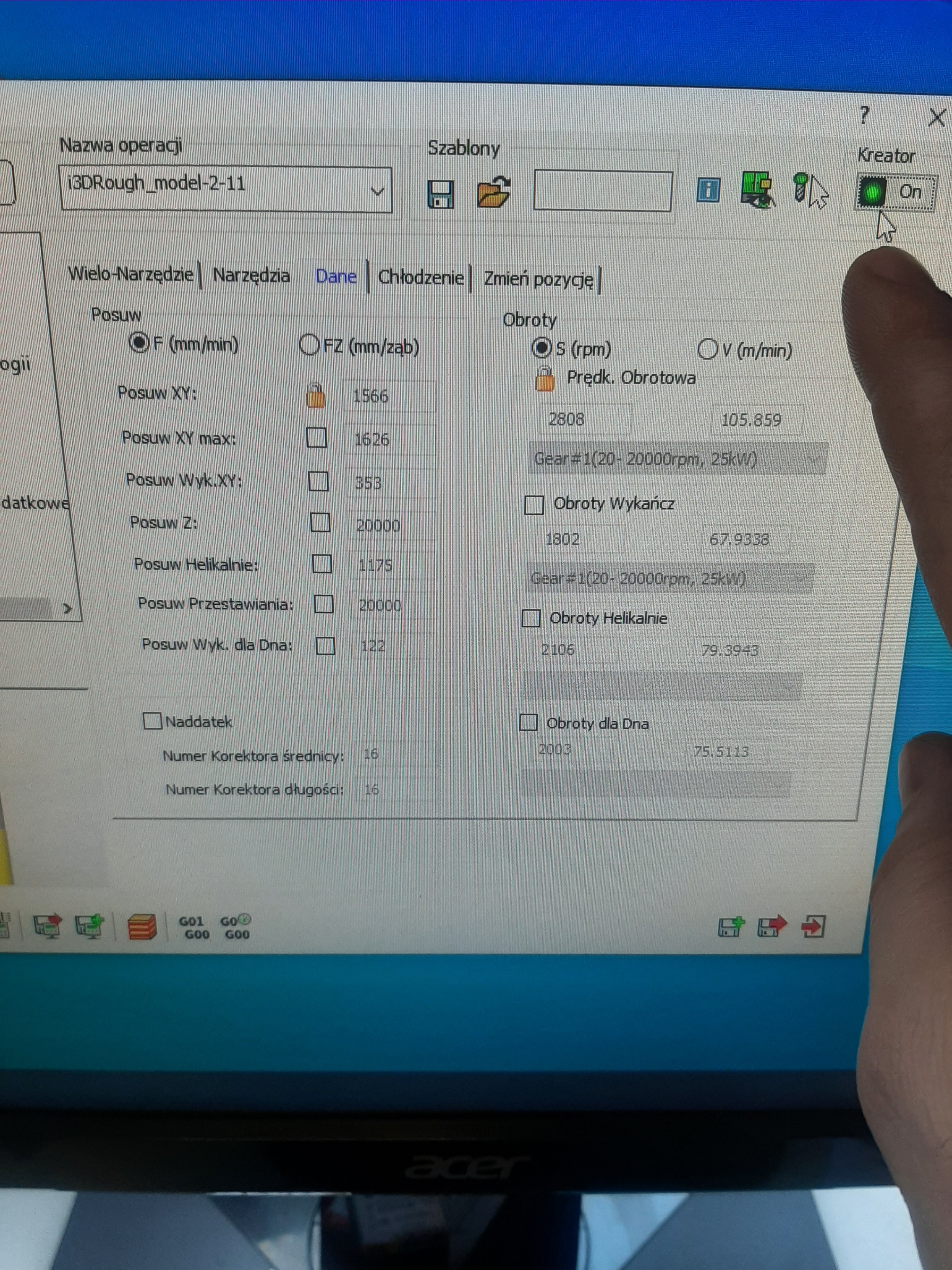
mi chodzi raczej o to ze nie bardzo wiem gdzie mam wpisac parametry producenta w solidcam aby w technologii imachining zostaly one uwzglednione a nie jak teraz wychodzi kosmos....