")
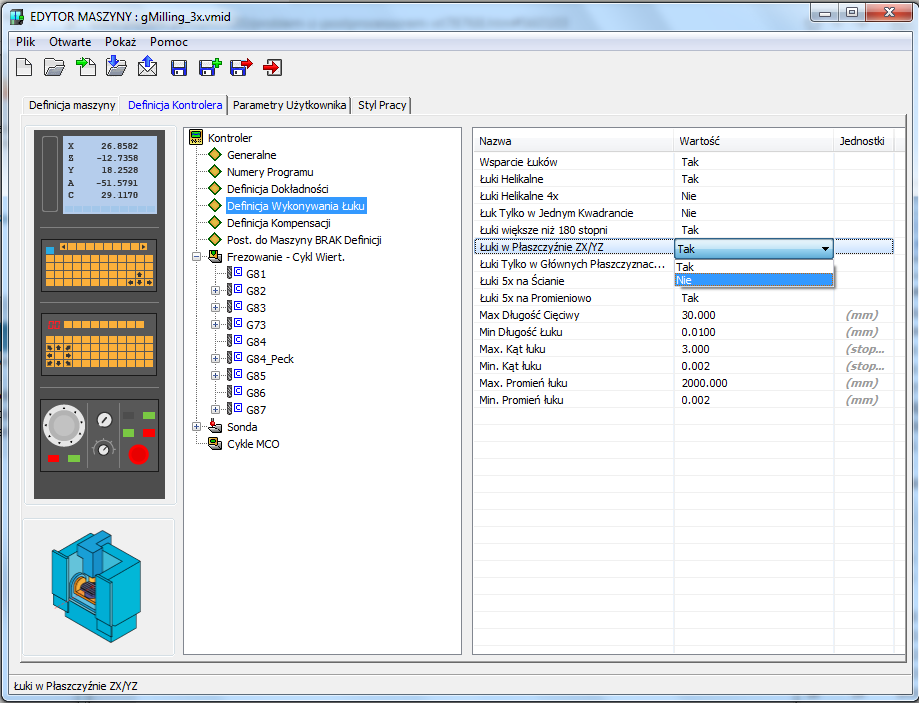
Moja maszyna sterowana jest PIKO - nie dysponuję żadnym post processorem dedykowanym pod to sterowanie.
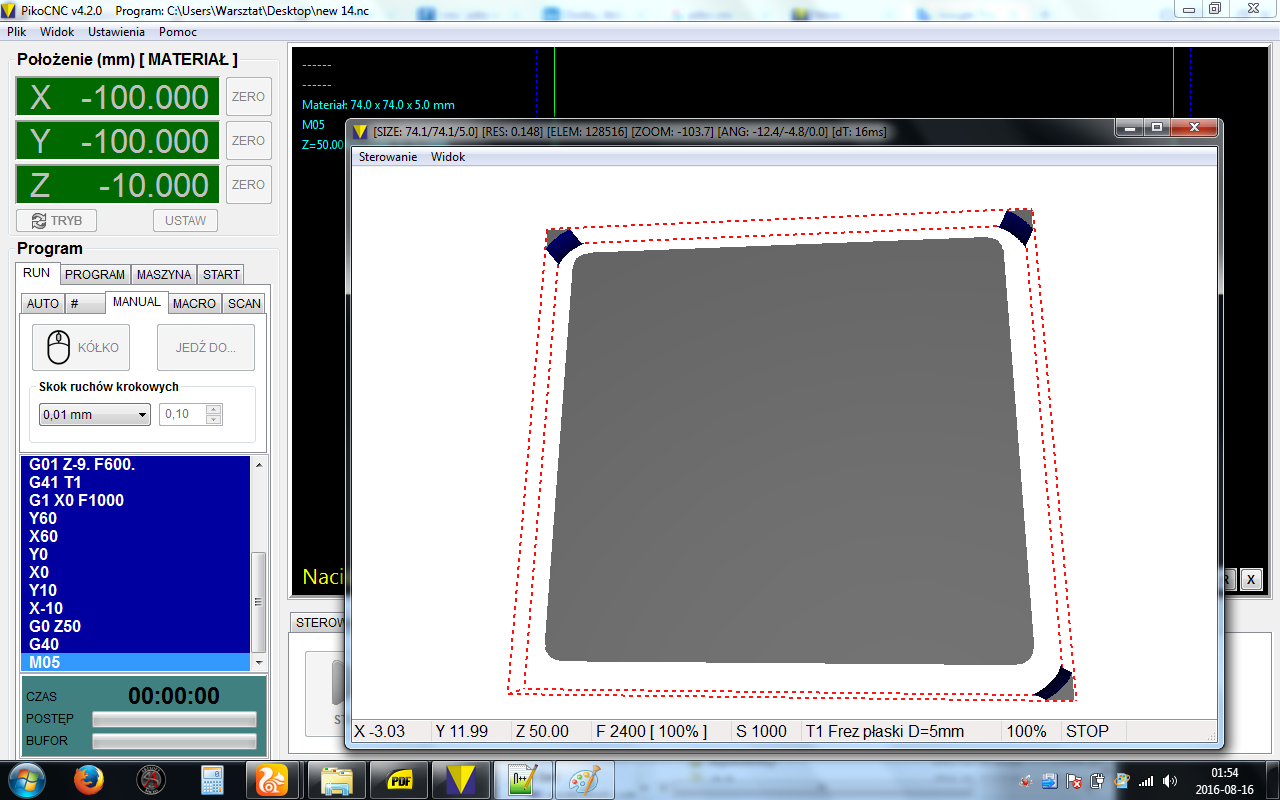
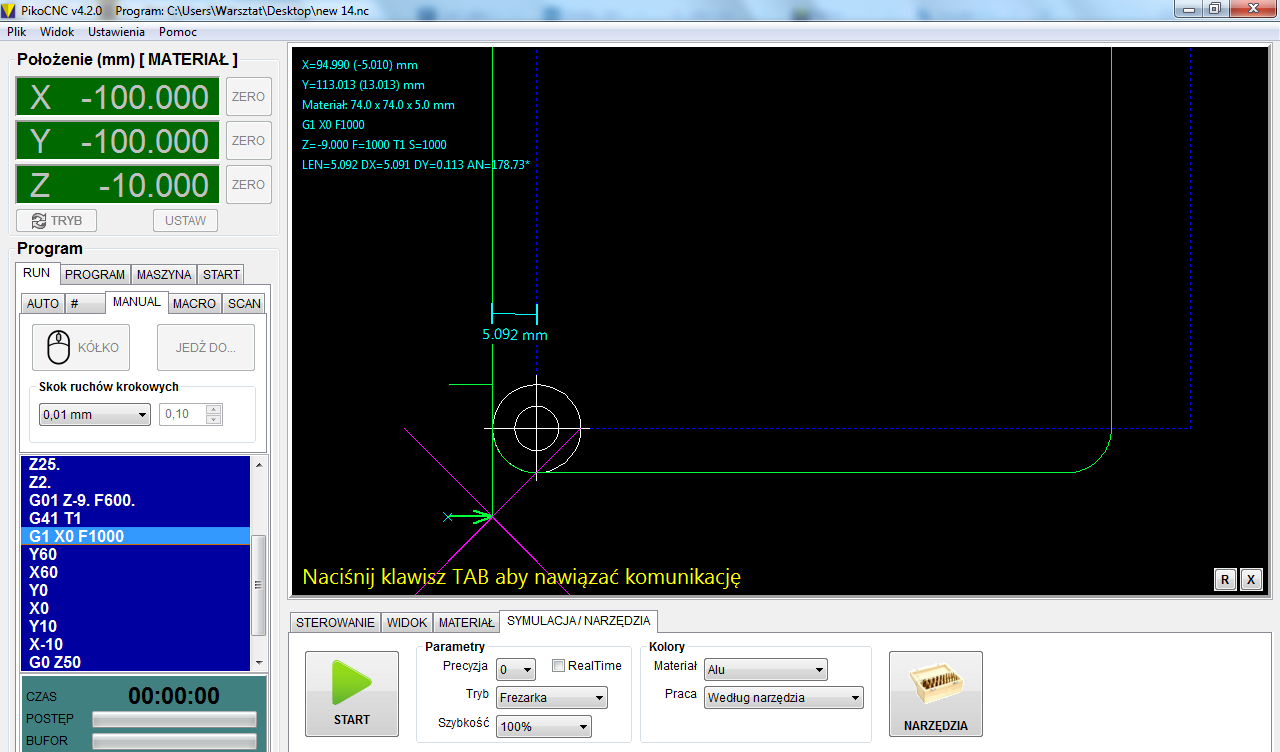
Generalnie wszystko do tej pory działało - mam problem z operacją "Profil" gdy próbuję obrobić "klocek" po obrysie
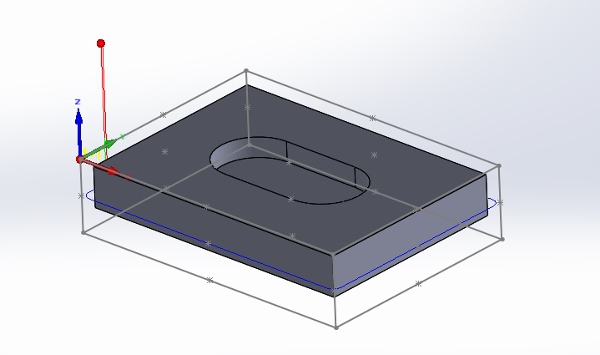
W Solidcam wszystko ładnie wygląda
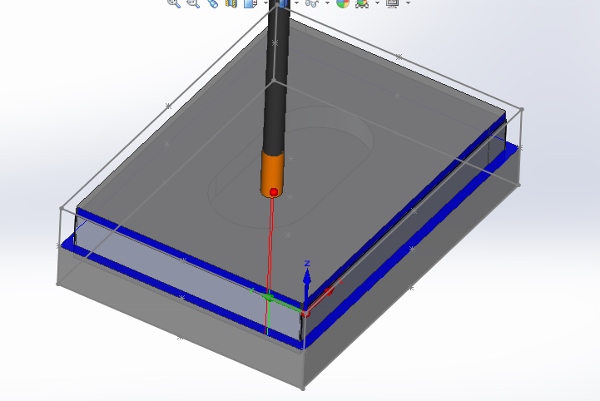
Generuję gcode
%
O1000 (DETAL-8)
N100 (COMPENSATION-WEAR)
N102 (REV-0.70)
N104 (AUG-11-2016-9:42:06PM)
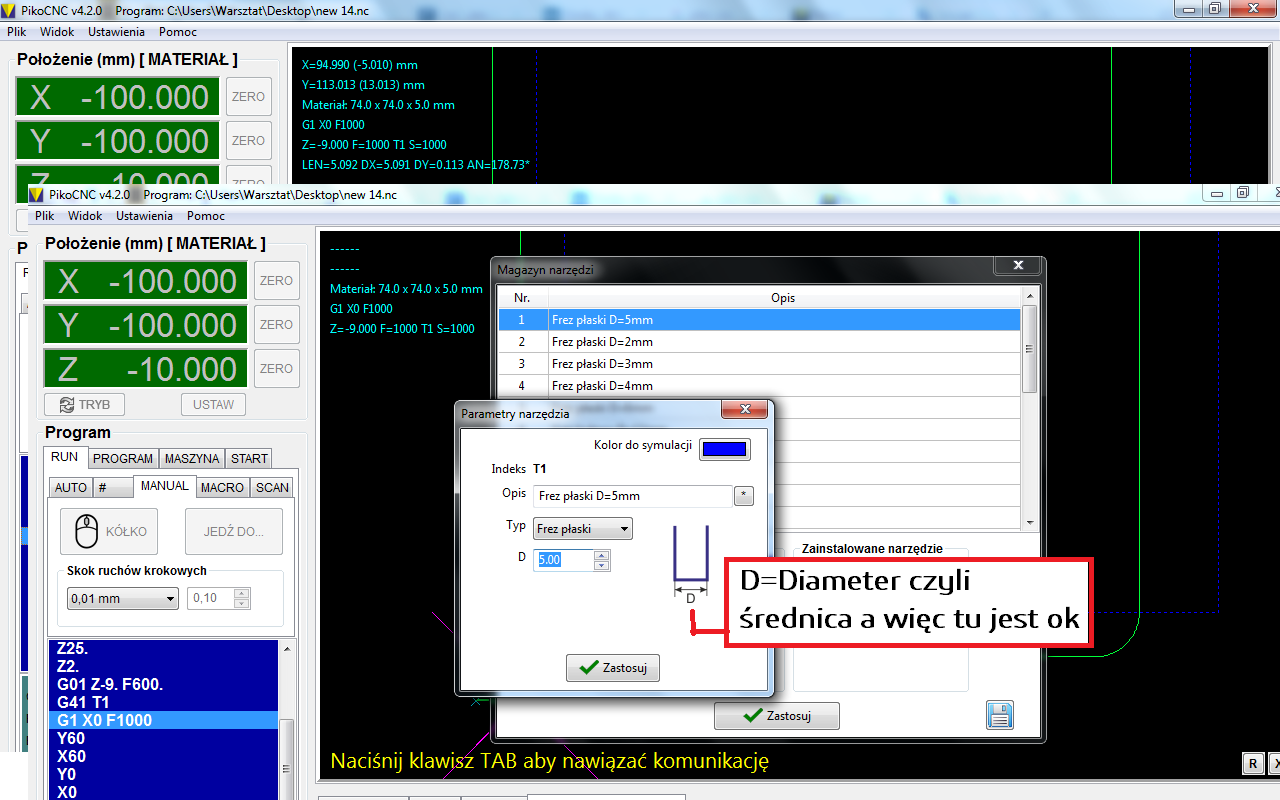
N106 (T1-d4 z2)
N108 (---d4 z2)
N1 G90 G17 G40 G80 G00
N110 M06 T1 (d4 z2)
N112 (F-kontur)
N114 G00 G54 G90 X-0.001 Y8.0061 S3500 M03
N116 G43 H1 Z120.
N118 Z25.
N120 Z2.
N122 G01 Z-9. F300.
N124 G41 D1 X0. F1000.
N126 Y51.6086
N128 G02 X0.0191 Y51.8842 I2. J0.
N130 G01 X0.0606 Y52.1825
N132 G02 X0.6282 Y53.322 I1.9809 J-0.2757
N134 G01 X0.6801 Y53.3738
N136 G02 X1.8189 Y53.9397 I1.4133 J-1.4151
N138 G01 X2.1173 Y53.9811
N140 G02 X2.3917 Y54. I0.2745 J-1.9811
N142 G01 X71.6083
N144 G02 X71.8827 Y53.9811 I0. J-2.
N146 G01 X72.1811 Y53.9397
N148 G02 X73.3199 Y53.3738 I-0.2745 J-1.9811
N150 G01 X73.3718 Y53.322
N152 G02 X73.9568 Y51.9887 I-1.4133 J-1.4151
N154 X74. Y46.2134 I-86.2494 J-3.5328
N156 G01 Y46.2132
N158 Y2.3914
N160 G02 X73.9809 Y2.1158 I-2. J0.
N162 G01 X73.9394 Y1.8175
N164 G02 X73.3718 Y0.6781 I-1.9809 J0.2757
N166 G01 X73.32 Y0.6263
N168 G02 X71.9877 Y0.043 I-1.4134 J1.4151
N170 X66.2123 Y0. I-3.5364 J87.1361
N172 G01 X66.2121
N174 X2.3917
N176 G02 X2.1173 Y0.0189 I0. J2.
N178 G01 X1.8189 Y0.0603
N180 G02 X0.6801 Y0.6262 I0.2744 J1.9811
N182 G01 X0.6282 Y0.678
N184 G02 X0.0606 Y1.8175 I1.4133 J1.4151
N186 G01 X0.0191 Y2.1158
N188 G02 X0. Y2.3914 I1.9809 J0.2757
N190 G01 Y8.5061
N192 G40 X-0.001
N194 G00 Z25.
N196 M05
N198 G00 G28 G91 Z0
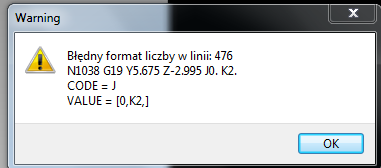
i po wstawieniu do PIKO otrzymuję "cuda"



")

")