




")
Widzę , że temat nie umarł więc dorzucę jeszcze swoje trzy grosze....kamalberski pisze:Właśnie konieczność późniejszego przetłoczenia oraz cena wypałki z lasera skłoniła mnie do zastanawiania się nad wykrojnikiem, żeby wyciąć i przetłoczyć za jednym razem.Na wykrawarce jest ten plus że od razu ci to przetłoczenie zrobi i na otworach chyba jest szybsza od lasera
Wyślę ten detal do wyceny na wykrawarkę i zobaczę jak to wychodzi cenowo, bo jeszcze nie miałem styczności z detalami robionymi na wykrawarce.
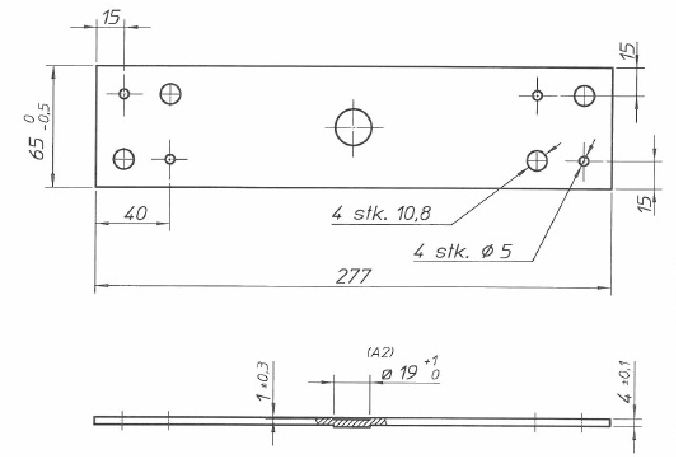
I tu możesz mieć problem ..... , nie jestem pewien czy te przetłoczenie na 1mm tak wywinie (.... mało ,,mięsa'').kamalberski pisze:... oraz przetłoczenie fi19 na głębokość 1mm.
p.s.
.... robiłem podobne na 3mm (ta sama grubość blachy)
http://zapodaj.net/2e862f27cd0f5.jpg.html
http://zapodaj.net/6546199abe7e2.jpg.html
Mariusz.


")







{kind=link}
{kind=link}