



")
Mam mały kłopot
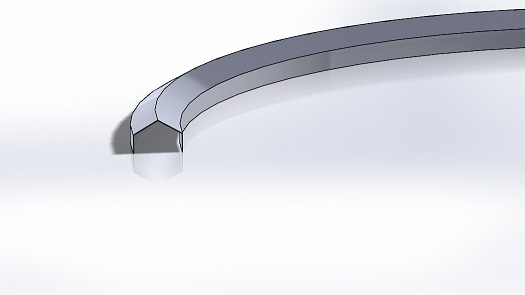
potrzebuję wygiąć wywinąć blachę w kształt podany na zdjęciu
myślę że odpowiednią maszyną do tego jest rowkarka zwana tez zykówką
próbuje wygiąć blachę ale nie chce się układać w zadany kształt
kombinuję z różnymi rolkami i za cholerę nie wychodzi
materiał to nierdzewka 1 mm - może być cieńsza
próbowałem na stali czarnej ale nie trzyma kształtu - dopiero nierdzewka jako tako jest sztywna
to jest pierścień o średnicy 2 000 mm , blacha jest dzielona na 3 częsci
kąty w przekroju to około 120 stopni - nie muszą być dokładne chodzi o kształt mniej więcej
wymiary :
wysokość ścianki bocznej ~40 mm
ścianka górna ( daszek ) ~50 mm
rozstaw ścianek bocznych ~110-120 mm
już mi się kończą pomysły
chcę to zrobić z jednego kawałka aby nie spawać ale jak się nie da to trudno wygnę "daszek" i zespawam boczne ścianki
czy macie jakieś doświadczenia z takim gięciem ?
jakie rolki dobrać ( dorobić) ?
'może jakiś inny sposób ?
mile widziana każda sugestia ...


")







