Dostałem ostatnio ciekawe zapytanie od klienta.
Zażyczył sobie narzędzie do wykrawania elementów o kształtach krzywoliniowych ( jakichś tam zawiasów)- detale z blachy 5 i 6 mm. Jednym z jego wymagań było posiadanie obszaru wybłyszczenia na krawędzi cięcia o wartości 400-50% grubości blachy. Standardowo mamy to w około 20% przy założeniu odpowiedniego luzu wykrawania.
Minimalizacja luzu spowoduje nieładną linię cięcia, zadziory ect. Czy któryś z kolegów zna może patent aby tego uniknąć?
Słyszałem o patencie z płytą dociskową , a zarys stempla posiada offset - ale nie znam tego rozwiązania i troche mi to "magią" zalatuje.
Pozdrawiam!
Maciek
Re: Wykrawanie elementów z blach grubości 5 / 6 [mm]
: 22 sty 2014, 15:45
autor: WZÓR
SoP-PeL pisze:Witam,
Dostałem ostatnio ciekawe zapytanie od klienta.
Zażyczył sobie narzędzie do wykrawania elementów o kształtach krzywoliniowych ( jakichś tam zawiasów)- detale z blachy 5 i 6 mm. Jednym z jego wymagań było posiadanie obszaru wybłyszczenia na krawędzi cięcia o wartości 400-50% grubości blachy. Standardowo mamy to w około 20% przy założeniu odpowiedniego luzu wykrawania.
...
I nic już nie zmienisz .... , te 20% jest efektem cięcia , a reszta rwania.
p.s.
Zaproponuj klientowi laser ...... , będzie miał powierzchnie jednolitą.
... Słyszałem o patencie z płytą dociskową ...
Płyta dociskowa służy do innego celu ....
Mariusz.
: 22 sty 2014, 16:53
autor: clubber84
Płyta dociskowa zapobiega odkształceniom i deformacjom materiału podczas wykrawania.
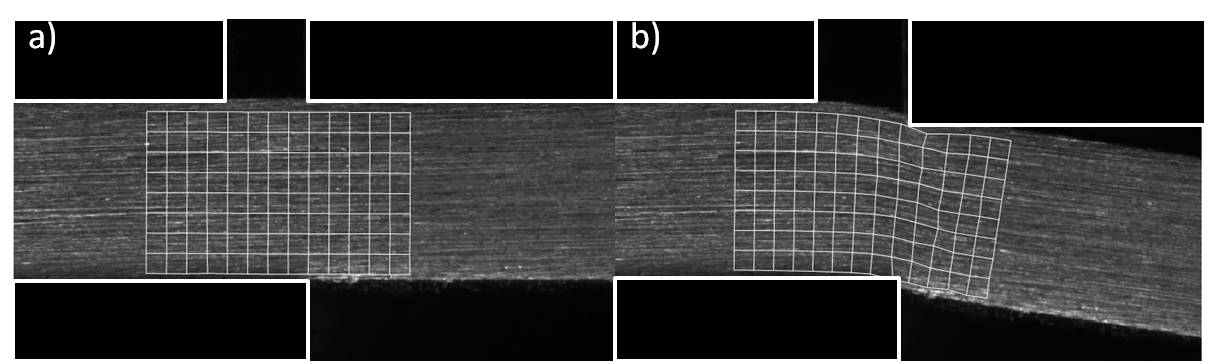
A jeśli chodzi o luz między krawędziami stempla i matrycy, to proces odkształceń (w zależności od użytego luzu) przedstawiają poniższe ilustracje:
pisze:...a zarys stempla posiada offset...
Offset, czyli odpowiedni odstęp między stemplem a matrycą, między którymi musi się znaleźć materiał wykrawany - wymiar offsetu to zawsze grubość wykrawanego materiału.
Podaje hasło: " Fineblanking"
: 22 sty 2014, 21:56
autor: SoP-PeL
Panowie mam doświadczenie w konstrukcji wykrojników, i doskonale wiem do czego służy luz. Chodziło o inne podejście do tematu niż klasyczna "myśl".
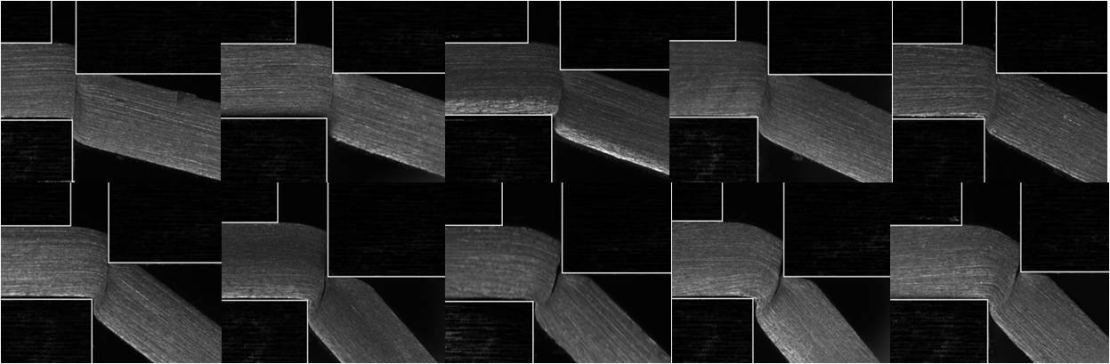
2 godziny na zagranicznym forum pozwoliły mi znaleźć hasło: "fineblanking" i o to chodziło mojemu klientowi. Schemat pokazuje idee krojenia w takim stylu.
No i filmik:
Widać że do "krojenia" a raczej wyciskania precyzyjnego potrzebna jest poduszka w stole.
Ciekawi mnie jak liczy się siłę takiego wyciskania i jak to wychodzi w porównaniu do klasycznego wykrawania.
Kolego WZÓR: znam metody aby wybłyszczenie wynosiło 80-90% grubości blachy ale metoda ta działa tylko dla otworów. Tak więc 20% nie jest nie do przeskoczenia.
: 23 sty 2014, 00:04
autor: maz
Tylko odpad zostaje w środku i robi się półautomatyczna praca, a nie wszystko się zdmuchnie jak na filmiku
: 28 kwie 2014, 23:30
autor: bamsek
poduszke w stole mozesz zastapic gazowkami, czyli naciac detal stemplem w matrycy nie okrawajac go do konca, po czym siłą gazówek wepchnac odpad z powrotem do stripa. odciac do reszty w nastepnym kroku mniejsza sila (przepraszam jesli nie chodzi o narzedzie postępowe).
w teorii fine blanking brzmi wspaniale, w praktyce nie widzialem ciecia na automatach dluzszego niz 0.5T (grubosci blachy). stemple do nacinania muszą miec stałą długość po ostrzeniu.