




Celem mojego projektu jest konstrukcja wykrojnika do krążków w zakresie średnic 48-64 mm z blach o grubości 1mm. Materiały które chcę ciąć to miedź i aluminium.
Krążki mają służyć do prób tłoczności naczyń cylindrycznych.
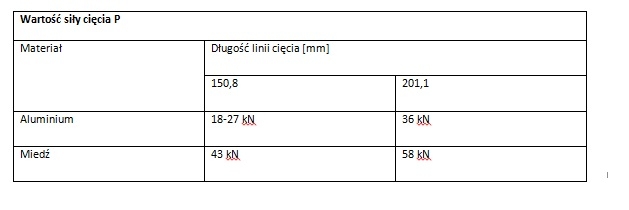
Siła tnąca: 〖P = k∙l∙g∙R〗_t
Współczynnik k uwzględniający wpływ dodatkowych oporów cięcia przyjmuję 1,2
Długość linii cięcia:
l= π*D
Dla 48 mm:
l= 150,8 mm
Dla 64 mm:
l= 201,1 mm
Grubość materiału:
g= 1 mm
Materiał Wytrzymałość na ścinanie R_t [MPa]
Stan twardy
Aluminium 100-150
Miedź 240
Wartość siły cięcia P
Wyznaczenie wartości luzu pomiędzy stemplem a płyta tnącą w mm:
Grubość materiału [mm] Aluminium Miedź
Luz Odchyłka Luz Odchyłka
1 0,04 0,02 0,05 0,02
Siła po¬trzebna do wypchnięcia materiału z otworu płyty tnącej
P_w=k_w*P
P - jest maksymalna siła cięcia,
kw — współczynnik zależny od materiału, którego wartość wynosi:
Materiał cięty kw
Aluminium 0,08
Miedź 0,09
Materiał cięty P_w
48 mm 64 mm
Aluminium 1 kN 2 kN
Miedź 2 kN 3 kN
Stempel
Warunki wytrzymałości części roboczej w przypadku okrągłego stempla:
σ_c=(πdgR_t)/((πd^2)/4)=(4gR_t)/d
Materiał cięty σ_c maksymalne
Aluminium 12,5 MPa
Miedź 20 MPa
Długość walcowej części stempla licząc od powierzchni czołowej do początku rozszerzania się przy przejściu w trzon powinna przyjąć wartość wyrażoną wzorem:
l=a+g+s
W naszym przypadku przyjmujemy produkcję małoseryjną.
Długość walcowej części stempla wyniesie:
l= 3mm
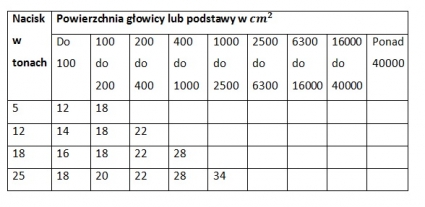
6.4 Płyty głowicowe
Orientacyjne grubości płyt głowicowych wykonanych ze stali mm
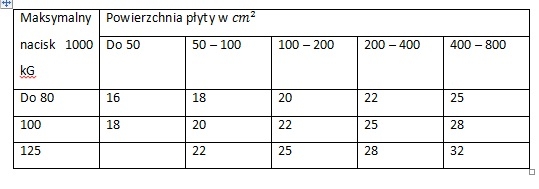
6.5 Płyty podstawowe
Orientacyjne grubości płyt podstawowych przedstawia tabela :
6.6 Płyty prowadzące
Orientacyjne grubości płyt prowadzących są uzależnione od ich wielkości i nacisku co przedstawia tabela
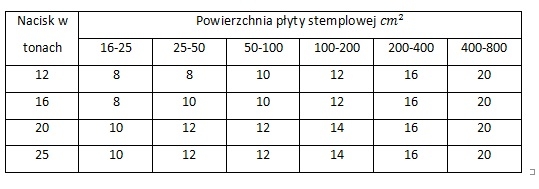
6.7 Płyty stemplowe
Minimalne grubości płyt stemplowych przedstawia tabela
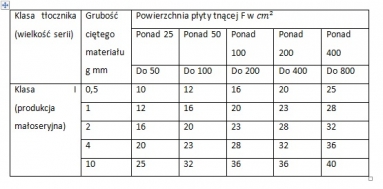
6.8 Płyty tnące
Orientacyjne grubości płyt tnących
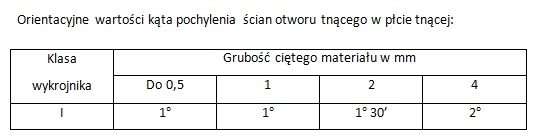
Orientacyjne wartości kąta pochylenia ścian otworu tnącego w płcie tnącej:
Ważne żeby w tłoczniku łatwo wymienne były stemple i płyty tnące z wiadomego powodu ponieważ chcemy wykrawać w różnym zakresie średnic.
Zastanowić się również należy nad tym w jaki sposób krążki wykrawać w równych odległościach. W przypadku jednej średnicy sprawa by była bardzo prosta ponieważ wystarczyło by zastosować jedną śrubę i dziurę po wykrojonym krążku zahaczało by się o ten kołek i mieli byśmy pewność wykrawania w różnych odstępach jednak w przypadku różnych średnic należało by się zastanowić nad jakimś innym sposobem.
Warto pamiętać, że wszystko będzie opierać się na prasie balansowej czyli czop musi być odpowiednio ukształtowany do prasy.
Czekam na wszelkie wskazówki, pomysły dobrane wielkości różnych części co jest potrzebne co nie. Na wszystko ponieważ robię to pierwszy raz i moja jedyna wiedza opiera sie na literaturze.
Pozdrawiam








