



Witam,
Najłatwiejszym sposobem doboru matrycy do materiału jest taki:
grubość materiału i promień mnożymy razy 2 i sumujemy to znaczy:
grubość mat 2#
promień 2
2x2+2x2=8
dodajemy do wyniki 2 mm czyli dodatkowe odprężenia materiału, po 1mm na stronę i wychodzi nam
matryca v10 min
oczywiście często zaginamy na v8 żeby np. nie wyciągało otworów lub jest mała półka
Pozdrawiam
dobór matrycy do blachy- krawędziarka
-
Danielos1314
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 2
- Rejestracja: 28 maja 2010, 15:12
- Lokalizacja: Warszawa


-
jaciekrece11
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 1
- Posty: 1
- Rejestracja: 13 lis 2016, 10:32
- Lokalizacja: Gdańsk
Heja,
Ja mam trochę inne pytanie. Bo zazwyczaj się mówi o tym i to jest dla mnie logiczne, że gdy chcemy zagiąć materiał jak blacha 8 mm na matrycy 30 to zmniejszamy odległości podparcia przez co rośnie nam siła i tu pytanie:
Czyto chodzi "tylko" o wytrzymałość narzędzia (materiał matrycy) ze siła wychodzi za duża i koniec czy jeszcze coś nie gra.
ad.2
Co w przypadku gdy weźmiemy blachę o gr. 3 mm na dużą matrycę np 80... Tutaj tabele gięcia nie podają wartośći żadnej siły... Przecież odległość jest na tyle duża że i siła potrzebna do zgięcia nie wychodzi duża... I tu własnie moje pytanie. Dzieje się tak dlatego że powstała siła jest za mała do przekroczenia napreżeń plastycznych i dlatego detal się nie przegnie?
Jestem teoretykiem i nigdy nie pracowałem na giętarkach ale zawsze mnie to nurtowało
Ja mam trochę inne pytanie. Bo zazwyczaj się mówi o tym i to jest dla mnie logiczne, że gdy chcemy zagiąć materiał jak blacha 8 mm na matrycy 30 to zmniejszamy odległości podparcia przez co rośnie nam siła i tu pytanie:
Czyto chodzi "tylko" o wytrzymałość narzędzia (materiał matrycy) ze siła wychodzi za duża i koniec czy jeszcze coś nie gra.
ad.2
Co w przypadku gdy weźmiemy blachę o gr. 3 mm na dużą matrycę np 80... Tutaj tabele gięcia nie podają wartośći żadnej siły... Przecież odległość jest na tyle duża że i siła potrzebna do zgięcia nie wychodzi duża... I tu własnie moje pytanie. Dzieje się tak dlatego że powstała siła jest za mała do przekroczenia napreżeń plastycznych i dlatego detal się nie przegnie?
Jestem teoretykiem i nigdy nie pracowałem na giętarkach ale zawsze mnie to nurtowało
-
 clubber84
clubber84
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 5
- Posty: 1191
- Rejestracja: 28 sie 2011, 10:34
- Lokalizacja: Zach-Pom
Skoro jesteś teoretykiem, to teraz z praktycznego punktu widzenia.jaciekrece11 pisze:Heja,
Ja mam trochę inne pytanie. Bo zazwyczaj się mówi o tym i to jest dla mnie logiczne, że gdy chcemy zagiąć materiał jak blacha 8 mm na matrycy 30 to zmniejszamy odległości podparcia przez co rośnie nam siła i tu pytanie:
Czyto chodzi "tylko" o wytrzymałość narzędzia (materiał matrycy) ze siła wychodzi za duża i koniec czy jeszcze coś nie gra.
ad.2
Co w przypadku gdy weźmiemy blachę o gr. 3 mm na dużą matrycę np 80... Tutaj tabele gięcia nie podają wartośći żadnej siły... Przecież odległość jest na tyle duża że i siła potrzebna do zgięcia nie wychodzi duża... I tu własnie moje pytanie. Dzieje się tak dlatego że powstała siła jest za mała do przekroczenia napreżeń plastycznych i dlatego detal się nie przegnie?
Jestem teoretykiem i nigdy nie pracowałem na giętarkach ale zawsze mnie to nurtowało
Wszystko rozbija się o kąt zagięcia i promień gięcia.
Na matrycy V30 nie zagniesz blachy 8mm na kąt 90 stopni zgodnie z technologią gięcia, choćbyś się nie wiem jak produkował. Trzeba tutaj brać pod uwagę wytrzymałość samych narzędzi, jak i wytrzymałość konstrukcyjną materiału po takim zagięciu (pękanie w miejscu gięcia, wytrzymałość w miejscu gięcia, kiedy zagniemy promieniem mniejszym, niż dopuszczalny technologicznie i konstrukcyjnie).
Więc wytrzymałość narzędzi to nie koniec projektowania procesu gięcia.
Tak samo, jeśli będziesz chciał zagiąć cienką blachę na dużej matrycy - dużym promieniem, odpowiednim do matrycy zagniesz idealnie na zadany kąt, promieniem dobranym tylko do grubości materiału nie zrobisz tego tak, jakbyś tego oczekiwał.
W obu przypadkach plastyczność materiału też ma znaczenie.
Dobór narzędzi do gięcia to czysto praktyczna część tego procesu, nawet najbardziej wyuczony teoretyk tego nie będzie potrafił.
Wszystko opiera się o doświadczenie z samym procesem gięcia (nie tylko z blachami, ale też rurami czy z kształtownikami):
- obserwacja giętego materiału
- dobranie narzędzi, aby zminimalizować lub wyeliminować uszkodzenia materiału, jak i samych narzędzi
- kierunek gięcia
- odpowiednia kolejność gięcia
- wprowadzanie korekt (ich wartości i kolejności wykonania - bo czasami konstrukcja narzędzi nie pozwoli np. na wykonanie korekty 2 gięcia, jeśli nie wykonasz korekty 3 lub 4 w kolejności gięcia).
To tyle, jeśli idzie o teorię procesu gięcia. Praktycznie zawsze robi się jedną próbę (czy to na odpadzie, czy na właściwym materiale doliczonym przez technologa lub konstruktora do wykonywanej serii detali), aby sprawdzić zgodność wszystkich zaplanowanych kroków, np. doboru narzędzi do materiału lub na odwrót.
-
snajperman-s1
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 5
- Posty: 340
- Rejestracja: 22 kwie 2010, 10:34
- Lokalizacja: Nowy Sącz
Koledzy mam pytanie do bardziej doświadczonych...
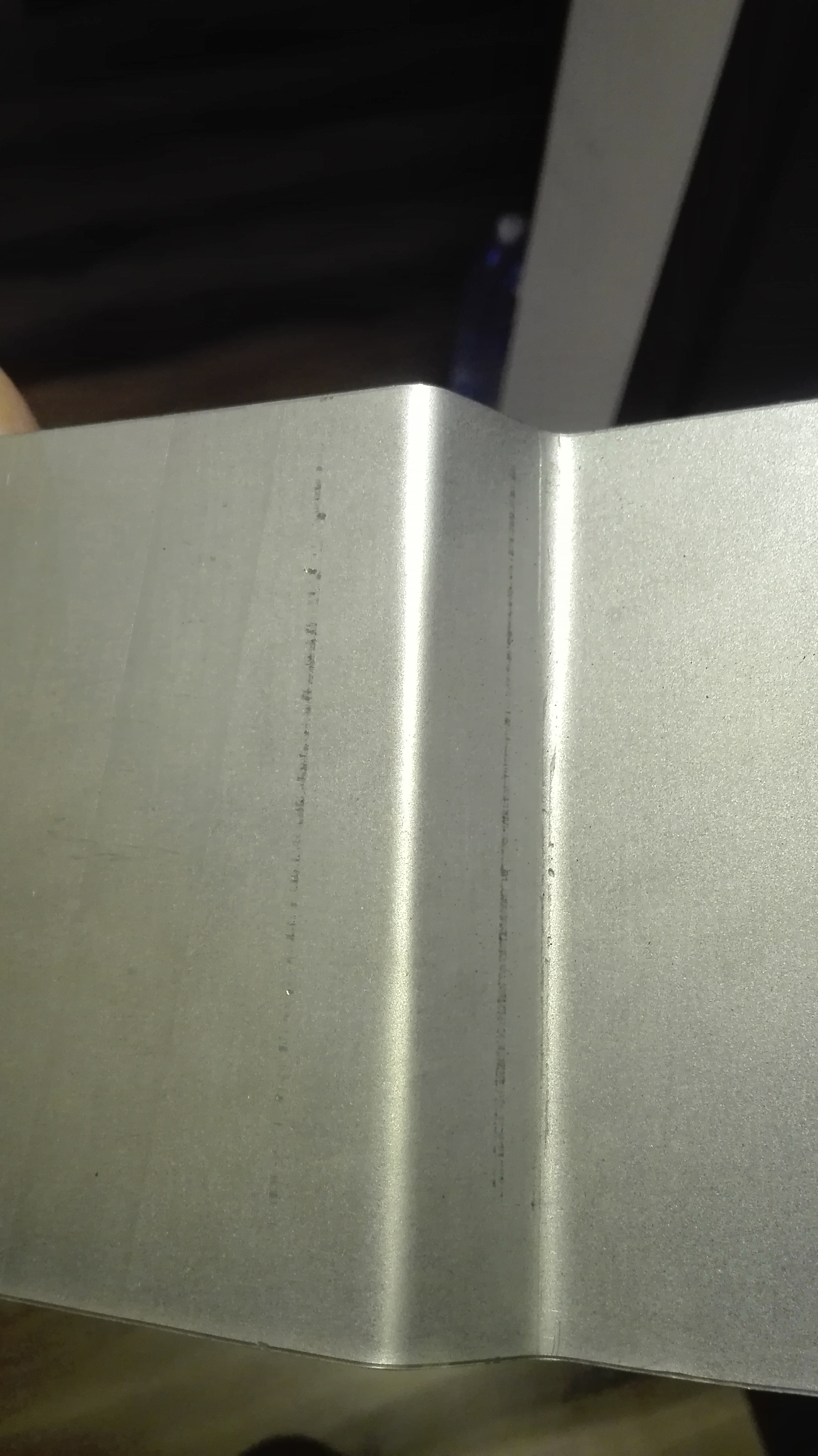
Zaginamy blache DX51D + Z275 gr 1mm na prasie krawedziowej i z racji iż mamy matryce wielorowkowa ale tylko jeden rowek jest V i to V25 (gniemy głównie 3mm i 1mm) reszta rowków jest okrągła lub prostokatna pod wytloczki (taką juz kupiliśmy prasę z narzędziami) pojawia się problem rysowania detalu od matrycy na tyle iż zdziera warstwe ocynku i po kilku dniach na zewnątrz pokrywa się tam nalotem rdzy...
Gniemy długie elementy tzn od min 1,3 - 3 metrów i na całej lini widać rysy od dolnej matrycy. Kąty 45 i 90st.
Czy jest sposób na ograniczenie tego domowym sposobem - czy to ze matryca ma ostre narożniki górne tak jakby szpice litery V będzie główną przyczyną? Myślimy szlifierka oscylacyjna stepic wierzchołki tylko czy to pomoże?
Poniżej zdjęcie o co dokładnie chodzi....
Proszę o pomoc
Zaginamy blache DX51D + Z275 gr 1mm na prasie krawedziowej i z racji iż mamy matryce wielorowkowa ale tylko jeden rowek jest V i to V25 (gniemy głównie 3mm i 1mm) reszta rowków jest okrągła lub prostokatna pod wytloczki (taką juz kupiliśmy prasę z narzędziami) pojawia się problem rysowania detalu od matrycy na tyle iż zdziera warstwe ocynku i po kilku dniach na zewnątrz pokrywa się tam nalotem rdzy...
Gniemy długie elementy tzn od min 1,3 - 3 metrów i na całej lini widać rysy od dolnej matrycy. Kąty 45 i 90st.
Czy jest sposób na ograniczenie tego domowym sposobem - czy to ze matryca ma ostre narożniki górne tak jakby szpice litery V będzie główną przyczyną? Myślimy szlifierka oscylacyjna stepic wierzchołki tylko czy to pomoże?
Poniżej zdjęcie o co dokładnie chodzi....
Proszę o pomoc
-
snajperman-s1
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 5
- Posty: 340
- Rejestracja: 22 kwie 2010, 10:34
- Lokalizacja: Nowy Sącz
Od Stempla nie ma śladu właśnie lecz tylko od dolnej matrycy - zastanawia mnie czy szerokość nie ma dużego wpływu bo do 1mm powinien być rowek ok 8mm a my mamy 25mm i żeby zgiąć 90st to musi ją dość dużo "wciągnąć" w matrycę... Na początek wypolerujemy matrycę i stepimy ostre górne zakonczenia V. Dodatkowo myślę że spróbujemy podklejac taśma malarska albo czymś podobnym.
Wiem że ślad jest zawsze ale chodzi o jego zminimalizowanie na tyle aby nie uszkadzalo warstwy cynku....
Wiem że ślad jest zawsze ale chodzi o jego zminimalizowanie na tyle aby nie uszkadzalo warstwy cynku....
-
numerek
- ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1555
- Rejestracja: 01 wrz 2005, 00:23
- Lokalizacja: trójmiasto
kolega HUD z pewnością miał na myśli matrycę nie stempel 
podklejenie matrycy taśmą malarską jest jednorazowe !
do takich operacji stosuje się taśmy teflonowe - do zakupienia u producentów matryc
ona jest bardzo twarda i bardzo odporna na zrywanie a i tak zwyczajnie się wyciera
co ważne ma gwarantowaną grubość - konieczna jest korekta gięcia
im mniejszy rowek tym większe uszkodzenie materiału -większa siła potrzebna
do bezśladowych gięć stosuje się matryce V-rolla - bardzo drogie
podklejenie matrycy taśmą malarską jest jednorazowe !
do takich operacji stosuje się taśmy teflonowe - do zakupienia u producentów matryc
ona jest bardzo twarda i bardzo odporna na zrywanie a i tak zwyczajnie się wyciera
co ważne ma gwarantowaną grubość - konieczna jest korekta gięcia
im mniejszy rowek tym większe uszkodzenie materiału -większa siła potrzebna
do bezśladowych gięć stosuje się matryce V-rolla - bardzo drogie
-
clubber84
- ELITA FORUM (min. 1000)
- Posty w temacie: 5
- Posty: 1191
- Rejestracja: 28 sie 2011, 10:34
- Lokalizacja: Zach-Pom
A ja mam właśnie odmienne zdanie, jeśli chodzi o uszkodzenia od wąskich matryc - wszystko opiera się o grubość blachy - cienką gniemy na wąskiej matrycy, grubą na szerszej, np. blachę o gr. 1,5mm bardzo dobrze jest giąć na matrycy V10 promieniem R1,5 - matryca pozostawia minimalne ślady na blachach.numerek pisze:kolega HUD z pewnością miał na myśli matrycę nie stempel
podklejenie matrycy taśmą malarską jest jednorazowe !
do takich operacji stosuje się taśmy teflonowe - do zakupienia u producentów matryc
ona jest bardzo twarda i bardzo odporna na zrywanie a i tak zwyczajnie się wyciera
co ważne ma gwarantowaną grubość - konieczna jest korekta gięcia
im mniejszy rowek tym większe uszkodzenie materiału -większa siła potrzebna
do bezśladowych gięć stosuje się matryce V-rolla - bardzo drogie
U kolegi, co gnie na matrycy V25 blachy 1 lub 1,5mm, zawsze będą duże ślady od matrycy, ponieważ jak dobrze zauważył w taką matrycę trzeba wcisnąć cienką blachę, żeby zagięła się na zadany kąt.
Co do gięcia bezśladowego, to ja proponuję zakupić albo
taśmę teflonową (urethane) (0,8 x 102mm) - tańsza wersja
albo
matryce do gięcia bezśladowego-> klik - trochę droższa wersja
Jednak, jak wspomniał @HUD - najpierw należy sprawdzić ocynk na materiale, który już posiadacie, bo ocynk nie powinien podczas gięcia zedrzeć się do gołej blachy, a tylko nieznacznie otrzeć o krawędź rowka matrycy (ślad od matrycy widoczny, ale nie wyczuwalny dotykiem).
-
clubber84
- ELITA FORUM (min. 1000)
- Posty w temacie: 5
- Posty: 1191
- Rejestracja: 28 sie 2011, 10:34
- Lokalizacja: Zach-Pom
To zależy od dopasowania matrycy z taśmą do grubości blachy - np. do gięcia bezśladowego z taśmą blachy 2mm, używam najczęściej matrycy V14, do blachy 3mm matrycy V18 - wszystko jednak opiera się o "widzimisię" operatora, na jakiej matrycy będzie giął blachę bezśladowo.Azzader pisze:A jak zachowuje się materiał podczas gięcia z tą taśmą? Trzyma wymiar kąta podczas gięcia większej ilości sztuk? I na długo wystarcza?
WAŻNE!
Przy gięciu z taśmą używa się korekty kąta lub korekty osi Y - zawsze w plusie; np. ja przy użyciu taśmy 0,8 dopisuję do korekty osi Y 0,5 (należy pamiętać, że taśma się odkształca podczas gięcia, więc nie trzeba dodawać do korekty wartości odpowiadającej grubości używanej taśmy).
Więc żywotność taśmy (w jednym zamocowaniu) zależy albo od kilku czynników albo tylko od jednego - tutaj priorytetem jest doświadczenie operatora lub metoda prób i błędów, jeśli zaczęło się giąć z taśmą po raz pierwszy.
My kupujemy 20mb taśmy 0,8 i starcza na dłuuugo.






