Strona 1 z 2
PRASA MIMOŚRODOWA 160 T -KUCIE
: 18 lis 2020, 12:16
autor: CwaniakzPKSU
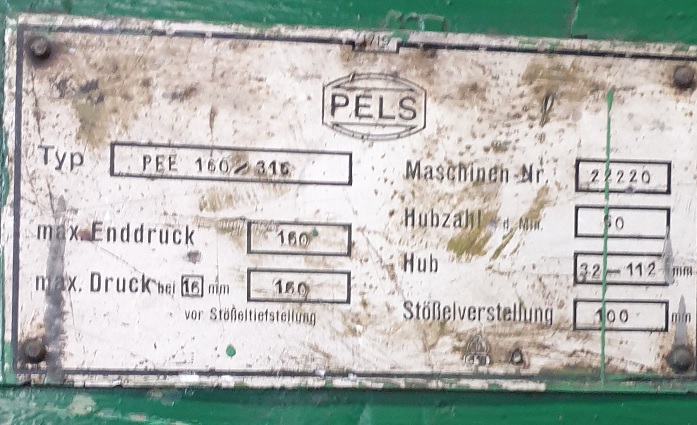
Witam. Posiadam dostęp do prasy mimośrodowej o nacisku 160t i parametrach opisanych na zdjęciu
Ani w książkach ani nigdzie nie zauważyłem by taką prasę ktoś wykorzystywał do kucia. Mam do wykucia jeden mały element który zmieściłby się w pudełku po zapałkach, w dodatku chciałbym go kuć na ciepło/półgorąco, w związku z tym mam pytanie czy nie będzie problemu od strony technicznej maszyny (nie warunków procesu typu temp, prędkość odkształcenia) z kuciem tak małego elementu ? Np czy matryce się nie zakleszczą ? (zresztą jak one miałyby się zakleszczyć ? ) Stal 34CrNiMo6
Re: PRASA MIMOŚRODOWA 160 T -KUCIE
: 18 lis 2020, 13:09
autor: atlc
Do tego używa się młotów sprężarkowych lub resorowych, między innymi ze względu na ryzyko zakleszczenia.
Nie oznacza to, że na mimośrodowej się nie uda, ale ryzyko zakleszczenia, a nawet uszkodzenia prasy jest spore.
Prasa mimośrodowa MUSI przejść przez pełny cykl pracy, suwak musi osiągnąć w pewnym momencie najniższy punkt pracy, jak opór będzie zbyt duży to prasa się zakleszczy, może zerwać bezpiecznik itd itd.
Pewnym rozwiązaniem mógłby być stempel z elementem podatnym, np. sprężyną, która zapewni ugięcie przy zbyt małej podatności kutego elementu. W takiej sytuacji siła z jaką detal będzie kuty będzie zależna od zastosowanej sprężyny. W młocie sprężarkowych elementem podatnym jest powietrze, w resorowym - resor, a więc rodzaj sprężyny.
Dodane 8 minuty 36 sekundy:
CwaniakzPKSU pisze:(zresztą jak one miałyby się zakleszczyć ? )
Zakleszczyć mogą się akurat bardzo prosto - na kutym detalu. Najgorszy punkt to kiedy suwak jest niemal na samym dole.
Kiedyś miałem w utrzymaniu ruchu prasę wykrojnikową do tektury, 350 ton nacisku, Asahi.
Najniższa pozycja suwaka była oznaczona jako 180 stopni koła zamachowego, najgorsze zakleszczenia to było 177-179 stopni.
Wsadzało się wtedy w otwory na kole zamachowym pręt fi40-50 i taka dwumetrowa laga nie rzadko się wyginała przy próbie obrotu.
Re: PRASA MIMOŚRODOWA 160 T -KUCIE
: 18 lis 2020, 20:20
autor: CwaniakzPKSU
Czy sprezyna zabezpieczy w 100% prase przed uszkodzeniem ? Dodatkowa sprezyna obnkzy sile skupiona na kutym elemencie ? (max granica plastycznosci wyniesie 350 MPa (przeprowadzilem symulacje).
Re: PRASA MIMOŚRODOWA 160 T -KUCIE
: 18 lis 2020, 20:55
autor: atlc
Na 100% to podatki i śmierć

Podstawa to sprężyna, która do ściśnięcia potrzebuje siły mniejszej niż nominalny nacisk prasy - bierz jednak pod uwagę zarówno właściwości statyczne jak i dynamiczne sprężyny. Jednak 160 ton to hmm. Ciężko będzie znaleźć sprężynę która nie podda się przy takim nacisku
Jeśli chodzi o źródło sprężyn - dedykowane do wykrojników , tłoczników, ewentualnie pakiety sprężyn talerzowych.
Żeby ograniczyć w jak największym stopniu martwy skok wynikający z uginania się sprężyny zanim nastąpi odkształcanie detalu, trzeba sprężynę wstępnie naprężyć.
Dużo tego masz do zrobienia?
Re: PRASA MIMOŚRODOWA 160 T -KUCIE
: 18 lis 2020, 23:01
autor: ARGUS
CwaniakzPKSU pisze: Mam do wykucia jeden mały element który zmieściłby się w pudełku po zapałkach,
To weź młotek kawałek kowadła , albo nawet całe i wykuj.
Nie uważasz że to przerost formy nad treścią?
Kucie polega na uderzeniach a prasa raczej naciska więc to będzie raczej ugniatanie a nie kucie .
Re: PRASA MIMOŚRODOWA 160 T -KUCIE
: 19 lis 2020, 12:12
autor: CwaniakzPKSU
"To weź młotek kawałek kowadła , albo nawet całe i wykuj." - nie wiem jak to skomentować ,
Jestem odpowiedzialny za zaprojektowanie procesu kucia matrycowego pewnego elementu. I muszę mieć gdzie przeprowadzić eksperyment. Posiadam dostęp do dwóch pras (na cele eksperymentalnie a nie kucie przemysłowe) prasa hydrauliczna 800 t oraz mimośrodowa 160 T, zakładam że przeprowadziłbym kilka eksperymentów (a może skończyło by się na 1-2 eksperymentach). Problem polega na tym że prasa hydrauliczna jest zbyt wolna, i element dłużej styka się z narzędziem tym samy tracąc dużo ciepla, temp spada do 500 stopni (wykonałem symulacje) co źle wpływa na proces, mi zależy by temp na końcu procesu kucia wynosiła minimum 600 stopni a najlepiej trochę więcej , przy kucie w podwyższonych temp narzędzia się podgrzewa, ale max 300 stopni, od razu piszę że temp początkowa materiału wsadowego to max 750 stopni (nie występuje zgorzelina) a temp minimalna odkuwki 600 stopni , temp odkuwki między początkiem a końcem procesu musi wynosić 750-600. W tych temperaturach dokładność jest przyzwoita a jednocześnie naprężenia tarcia i nacisku nie są duże w wyniku czego zużycie matryc jest niewielkie.
Nie uważasz że to przerost formy nad treścią? - nie jest , ponieważ aktualnie wykonujemy element w 6 operacjach a dzięki kuciu można by go zrobić w trzech.
Kucie polega na uderzeniach a prasa raczej naciska więc to będzie raczej ugniatanie a nie kucie - bzdura, gdyby przyjąć że masz racje kuźnia Gorlice która posiada między innymi prasy hydrauliczne nie kuje tylko ugniata )). Ruch prasy nie jest definicja kucia, i pisze to jako metalurg.
Natomiast na maszynach nie znam się prawie wcale.
Atlc
Rozwiązaniem jest sprawienie by prasa mimośrodowa nie osiągnęła końcowego położenia ? Jeśli skok suwaka wynosi np. 150 mm , to jeśli zrobić tak by przy ustawieniu skoku 150 mm, prasa osiągnęła max 130 mm to wtedy to rozwiąże problem ? Bo można ustawić skok na 150 mm a narzędzia dać trochę wyżej. tak by prasa nie osiągnęła
Re: PRASA MIMOŚRODOWA 160 T -KUCIE
: 19 lis 2020, 12:59
autor: ARGUS
CwaniakzPKSU pisze: Mam do wykucia jeden mały element który zmieściłby się w pudełku po zapałkach, w dodatku chciałbym go kuć na ciepło/półgorąco,
Tak napisałeś , dlatego tak Ci odpisałem
sorki
Re: PRASA MIMOŚRODOWA 160 T -KUCIE
: 20 lis 2020, 07:29
autor: Wiktor57
"Rozwiązaniem jest sprawienie by prasa mimośrodowa nie osiągnęła końcowego położenia ? "
Nie, prasa musi osiągnąć dolne położenie i wrócić do położenia startowego (chyba, że nastąpi zakleszczenie lub uszkodzenie bezpiecznika). Jak koledzy wcześniej napisali wał prasy musi wykonać pełen obrót ale wysokość stempla nad stołem, w dolnym położeniu cyklu, można regulować. Przy pracy na zimno operator czy ustawiacz stopniowo obniża narzędzie aż do osiągnięcia pożądanego efektu. Przy pracy na gorąco może być z tym problem, ponieważ to trochę trwa i detal wystygnie. No ale przy odrobinie cierpliwości może się to udać. Inny problem to to, że prasa raz ustawiona będzie miała dolne położenie stempla zawsze w tym samym miejscu. Jeżeli przygotówka będzie się trochę różnić np. wielkością, gatunkiem materiału, lub po prostu temperaturą nagrzania, to może być problem . Widziałem odkuwki, wykonane na tych samych matrycach, ale z różnych gatunków materiału, gdzie różnice wymiarowe były 2 - 3mm (odk. ok 5kg). Rozwiązaniem jest jakiś element podatny (sprężysty). Przy wbijaniu pierścieni stosuje się twardą gumę (ale to przy mniejszych naciskach).
Re: PRASA MIMOŚRODOWA 160 T -KUCIE
: 20 lis 2020, 11:49
autor: atlc
W typowej prasie mimośrodowej nie ma możliwości zmiany skoku bo ten wynika z mimośrodowości wału. Nie ma również możliwości zatrzymania prasy w niepełnym cyklu.
Jeśli wiesz jak działa wał korbowy w silniku spalinowym, to prasa mimośrodowa działa dokładnie tak samo. Koło zamachowe pracuje cały czas, a wał jest zasprzęglany na jeden cykl pracy (lub więcej np. w prasach z podajnikami).
To co da się regulować to długość korbowodu - dobiera się ją do wysokości narzędzia.
Na prasach mimośrodowych odkuwa się elementy w produkcji seryjnej, ale:
- prasa ma znacznie przewymiarowany nacisk względem siły potrzebnej do odkucia elementu
- krytyczny jest rozmiar przygotówki
- krytyczna jest poprawna konstrukcja matrycy, odpowiednio dobrane etapy tworzenia odkuwki i miejsca na wypływki.
Załóżmy że Twoim surowcem będzie pręt powiedzmy fi30 długości 50mm. Jeśli z piły taśmowej trafi do kucia pręt długi na 60mm, to co stanie się z nadmiarem materiału? Prasa musi mieć zapas nacisku do "usunięcia" tego nadmiaru, a matryca musi mieć miejsce na ten nadmiar, bo to zmniejszy siły podczas "ewakuacji" tego materiału ze strefy zgniotu.
Re: PRASA MIMOŚRODOWA 160 T -KUCIE
: 20 lis 2020, 16:03
autor: CwaniakzPKSU
Proces kucia ktory projektuje jest procesem kucia dokladnego, Przedkuwka jest z preta ciagnionego tolerancja h9, poza tym bedzie delikatnie toczona by nie miala ostrych krawedzi, dokladnoscia wsadu nie ma co sie przejmowac. Wyplywka bedzie miec objetosc 900 mm^3 a rowek jest w stanie pomiescic 1300 mm^3