Strona 1 z 2
Błąd kąta krawędzi w przypadku grubych blach stalowych.
: 30 gru 2013, 12:21
autor: Krako
Witam.
Interesuje mnie błąd kątowy dla blach stalowych o grubościach:
-100
-120
-150
-200
Ma któryś z kolegów doświadczenie w Cięciu takich "kloców" ?

: 02 sty 2014, 17:07
autor: skoti
Chodzi Ci o wielkość stożka ?
: 02 sty 2014, 18:21
autor: www.kimla.pl__
szczelina wejściowa to średnica rurki czyli najczęściej 1mm
szczelina na dole blachy zależy od prędkości i waha się w zakresie 0.5 do 0.7mm
czyli im grubsza blacha tym mniejsze ukosowanie.
więcej znajdziesz tu:
http://www.waterjet-polska.pl/
: 03 sty 2014, 18:30
autor: Krako
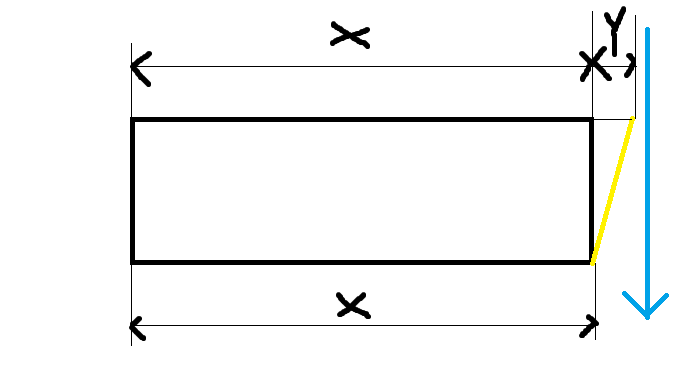
Chodzi mi o różnice Y, która może wystąpić na górze i na dole.
: 03 sty 2014, 21:26
autor: www.kimla.pl__
Kolego przede wszystkim pochylenie jest nie w tą stronę.
Waterjet to nie sikawka ogrodowa i ta struga nie wycina szerszej szczeliny na dole materiału tylko na górze (poza wyjątkowymi sytuacjami).
Podczas cięcia strumień fokusuje się na ścianach ciętego materiału i zwęża się ku dołowi.
Resztę łatwo policzyć.
Jeśli założymy najgorszy przypadek to średnica na górze minus średnica na dole podzielone przez dwa daje x=0.25mm różnicy.
Przy wolniejszym posuwie 0.15mm
Jaki będzie kąt?
zależy od grubości, dla blachy 25mm:
0.25/25=0.01
arcsin(0.01)=0.573stopni
dla dla grubości 2.5mm:
arcsin(0.1)=5.73stopni
: 03 sty 2014, 21:40
autor: Krako
Ale o czym Kolega do mnie pisze, bo ja nie rozumiem.
Jaka średnica,
Przecież chodzi o przecięcie po prostej Lini i o to o ile będzie przesunięta górna krawędź w stosunku do dolnej(albo na odwrót), a czy na przód wyjdzie górna czy dolna już mnie nie obchodzi.
Co do grubości blach podałem w pierwszym poście...
: 03 sty 2014, 21:50
autor: www.kimla.pl__
Napisał kolega pytanie tak, że wyglądało, że chodzi o przekrój blachy.
Ale co do dokładności wycinania kształtów to wszystko zależy od wielkości.
przy detalu 100x100mm odchyłka kształtu przy górnej krawędzi nie powinna przekraczać 0.05mm, ale już przy 3 metrach długości 0.2mm może być dużym osiągnięciem.
Natomiast jeśli by występowały istotne błędy trapezowate jak kolega narysował to maszyna z geometrią poszła w las.
: 04 sty 2014, 12:53
autor: clubber84
Kolego
Krako, Pan Przemek dobrze wytłumaczył, tylko niepotrzebnie odniósł się do narysowanego przez kolegę przekroju używając słowa "średnica".
Jak najbardziej chodzi Tobie o ukosowanie podczas cięcia wodą - tzw. "stożek" i dlatego w dobrych maszynach stosuje się "korekcję stożka", aby w grubych materiałach wymiar u dołu i u góry blachy był po cięciu wodą taki sam.
Omówienie tego zjawiska
Istnieją też dysze ogniskujące, które zmniejszają to zjawisko do minimum.
Omówienie maszyn oraz procesu cięcia wodą, (dysze, str. 18-19).
Jednakże należało (bez zbędnego pitolenia) zadać na początku pytanie:
-
Jak oblicza się korekcję stożka podczas cięcia wodą dla poszczególnych grubości blach (wzory, przykłady, etc.)?
: 04 sty 2014, 13:48
autor: www.kimla.pl__
Coś sobie kolega chyba wymyślił ponieważ nic nie ma tam napisane o jakichkolwiek elementach zmniejszających ukosowanie do minimum.
Pokazane i omówione tam komponenty są standardowymi komponentami stosowanymi w waterjetach i nie ma tam nic na temat jakichś ich magicznych właściwości.
Używanie sformułowania "dysz ogniskujących" jest niefortunne ponieważ może wprowadzać kogoś w błąd że są to jakieś inne rozwiązania niż standardowe.
Podejrzewam, że tłumaczenia dokonywał ktoś kto z nomenklaturą używaną w tej branży miał niewiele wspólnego.
Do rozpędzania wody używana jest kryza (orifice) zwana czasami dyszą, następnie jest komora miksująca gdzie dochodzi piasek (mixing chamber) i potem jest rurka miksująca (mixing tube) też czasami nazywana dyszą w której strumień wody rozpędza piasek.
Słowo "ogniskująca" sugeruje, że element ten zmniejsza średnicę strumienia co nie jest prawdą. Średnica strumienia rzeczywiście się zmniejsza ale jest to efekt ogniskowania w materiale a nie w dyszy czy rurce i efekt ten odpowiada właśnie za niepożądane ukosowanie krawędzi.
Im wolniej tniemy tym strumień ma więcej czasu na rozszlifowanie w głębi materiału i pochylenie ścian się zmniejsza. Jest taka prędkość przy której pochylenia już nie ma w ogóle ale jest to bardzo niska prędkość.
Jeśli dalej będziemy ją zmniejszać to pochylenie się zacznie odwracać ale prędkość jest już wówczas absurdalnie niska (np. 10x wolniej).
: 04 sty 2014, 21:44
autor: Krako
Czyli stożek 0,2mm przy 130 grubości blachy jest do osiągnięcia?