Jak zacząć proces technologiczny ??
: 13 lis 2011, 21:39
Witam.
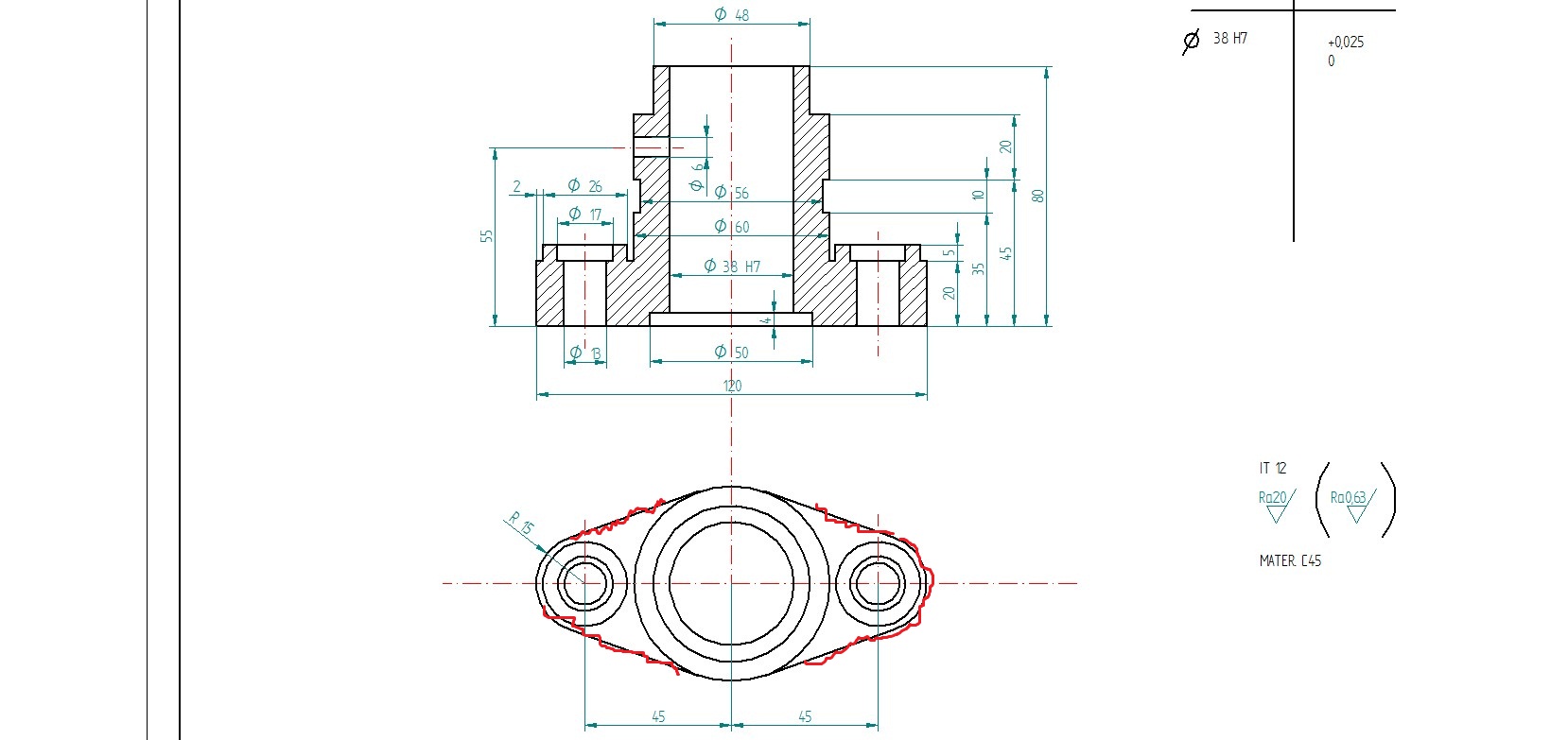
Mam mały problem z procesem technologicznym. Jestem uczniem technikum i dopiero zaczynamy zabawę z procesami. Pierwszy proces mieliśmy wałka który dobrze zrobiłem zdaniem nauczyciela. Teraz mam nieco większy problem bo mam bardziej skomplikowany rysunek wykonawczy.
I mam kilka pytać co do wykonania tej tulei.
Jaki przyjąć półfabrykat?? Ja osobiście przyjąłbym pręt walcowany.
Od których powierzchni zacząć ??
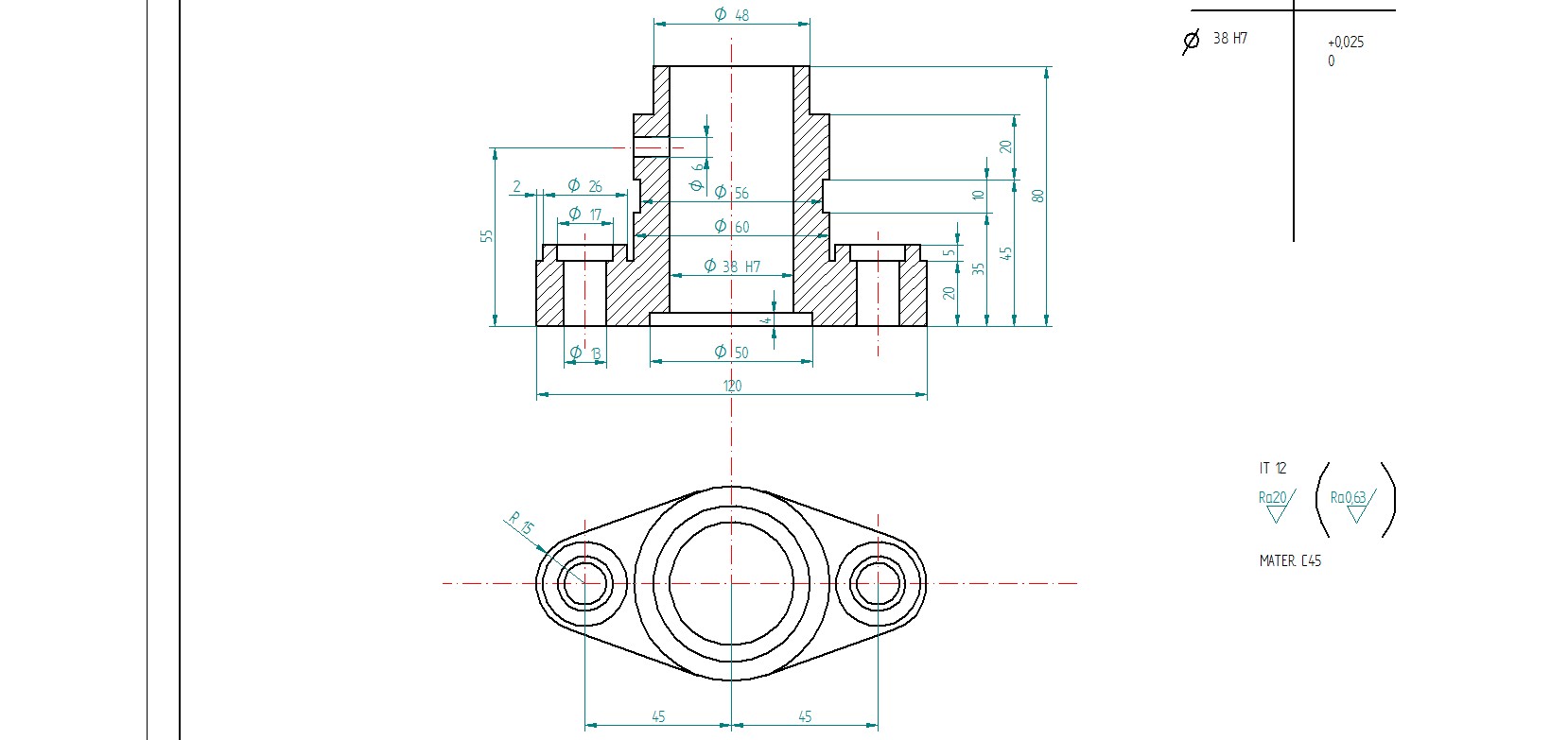
Mam mały problem z procesem technologicznym. Jestem uczniem technikum i dopiero zaczynamy zabawę z procesami. Pierwszy proces mieliśmy wałka który dobrze zrobiłem zdaniem nauczyciela. Teraz mam nieco większy problem bo mam bardziej skomplikowany rysunek wykonawczy.
I mam kilka pytać co do wykonania tej tulei.
Jaki przyjąć półfabrykat?? Ja osobiście przyjąłbym pręt walcowany.
Od których powierzchni zacząć ??