Strona 1 z 2
projekt tłocznika
: 15 sty 2010, 21:14
autor: Pablito886
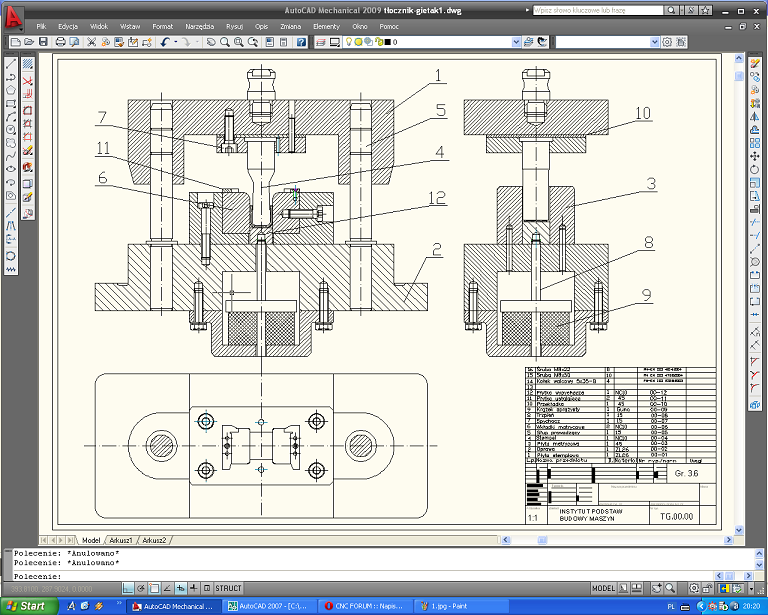
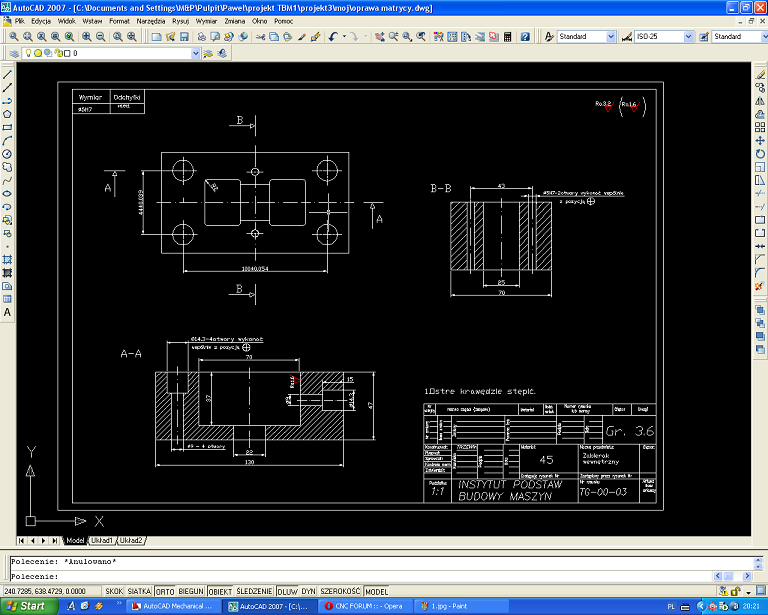
Witam wszystkich mam do zaprojektowania giętak , który ma za zadanie giąć "uszy" uchwytu filtru oleju. W związku z tym mam do Was prośbę jakoże jesteście dużo bardziej doświadczeni ode mnie czy moglibyście zerkąć na ten projekt wypowiedzieć swoje ew. uwagi?:) Zamieszczam rysunek złożeniowy i wykonawczy oprawy matrycu. Z góry dziekuje za pomoc:)
: 15 sty 2010, 22:02
autor: qqaz
Rozwiazanie prawie typowe.
Tylko przy takim skoku zamiast poduszki gumowej wstaw sprężyny. Dostaniesz je np w Bytowie.
I proporcja skoku do długości sprężonej jakaś nieciekawa - zerknij do tablic obciążeń sprężyn i zastosuj tak 20% - będziesz miał święty spokój.
A jak będzie detal spadać ze stempla? Samo czy trzeba ściągać, - mogą być potrzebne ściągacze?.
A tak wogóle to kup katalogową oprawę do tłoczników - płyty, słupy, tuleje - wszystko oprawione - tylko wstawić narzędzia - wtedy nie będzie takiej dziwnej poz1 - bez tulejek dla słupów - tego tak się nie robi albo wciskanych słupów bez mocowania- też popatrz w katalog
Zajrzyj tutaj
http://www.fcpk.pl/pl/katalogi1b.html
Jeżeli chcesz zachować kąt zagięcia bez odsprężynowania to musisz w dole dobić detal na zgniot - czy zderzak jest przewidziany do tego czy to tylko wypychacz na drucie?
: 15 sty 2010, 22:38
autor: Pablito886
Właśnie ten zderzak to bede musiał policzyć bo faktycznie wyglada to na dość słabą konstrukcje. Ze sprężynami może być taki problem ze nie za bardzo bedzie je gdzie tam upchać , tym bardziej ze siła dogniatania wyszła mi prawie 22[kN] , więc spręzyny byłyby dość spore, a z kolei detal i w rezultacie matryca są dość małe (szer. detalu 20mm). Druga sprawa to faktycznie ten sciągacz należałoby zastosować:)
[ Dodano: 2010-01-15, 22:42 ]
A jeszcze jedna sprawa... Co myślisz o tych wkładkach matrycowych, tzn. czy to jest rozwiązanie warte "zachodu"? Napewno stal narzędziowa jest droższa stali zwykłej jakości ale czy tych kosztów nie przewyższa obróbka tej wkładki tzn. trzeba zabezpieczyć gwinty przed hartowaniem a to jest chyba dość trudna operacja poza tym nigdy nie wiadomo co stanie sie z gwintem po hartowaniu. Masz jakiś inny pomysł na ustalenie tej wkładki?:)
Pozdrawiam
: 16 sty 2010, 10:01
autor: bigdaaddy
Przykręcic tak, aby we wkładce nie było gwintu a tylko otwór na śrubę.
Co do sprężyn, zastanów sie na gazowymi. Niestety są drogie, ale gdy chodzi o kompaktowość i dużą siłę to nie ma chyba lepszego rozwiązania.
Co do konstrukcji, to mógłbyś jeszcze zwiększyć grubość płyty mocującej stempel, tak aby trzymało go na większym odcinku.
[ Dodano: 2010-01-16, 10:07 ]
Piszesz o sile dogniatania, czy faktycznie sprężyny muszą mieć taką siłę? Tam wystarczy siła taka, aby podczas jechania w dół, detal sie nie przesuwał, a potem jest siła potrzebna żeby wypchnąć detal z tłocznika.
: 16 sty 2010, 11:14
autor: Pablito886
Faktycznie nie potrzebnie podałem siłe dogniatania, a siła wypychania wyniosła 5.4[kN] więc sprężyny na taka siłe trzeba zastosować:)
[ Dodano: 2010-01-16, 11:23 ]
Mam jeszcze jedno pytanie:) Ten otwór we wkładce matrycy wykonać pasowany? Bo z tego co napisał kolega bigdaaddy wynika że należałoby wykonać specjalną srubę gwintowaną od pewnego miejsca?
: 16 sty 2010, 14:04
autor: bigdaaddy
Szczerze mówiąc to często miałem w konstrukcjach gwinty w materiale hartowanym i jakoś sobie z tym radzili. Poza tym to w tłocznikach mój klient chciał mieć elementy azotowane, a nie hartowane. Stal jaką wykorzystywałem to 1.2312 lub 1.2379. Jeśli będziesz wkładkę pasował, to pamiętaj o zrobieniu promieni zewnętrznych na wkładce o 0.1 większych od promieni wewnętrznych w matrycy, oraz z reguły jeden promień robi się inny, żeby nie zamienili lub niewłaściwie ktoś zamontował wkładkę. Jeszcze jedno, domyślam się że to będzie ręcznie nakładane, wiec możesz się dowiedzieć z której strony pracownik będzie nakładał detal, i wtedy te płytki które zrobiłeś do ustawiania detalu robisz z tej strony niższe o parę mm, tak aby się nakładało wygodniej.
: 16 sty 2010, 21:48
autor: qqaz
Jeszcze tak na przyszłość
Guma jest nieściśliwa, zupełnie jak woda. Za nic nie zmieni swojej objętości.
Jeżeli wyrzutnik ma się ugiąć to wypchnięta objętość gumy musi gdzieś się przemieścić.
A tu jest zamknięta komora - kicha ale coś się połamie.
No i nie można przesadzić z odkształcaniem poduszek bo wypływajace "bałwanki" porozrywają się od naprężeń i całość się szybko rozsypie.
: 16 sty 2010, 23:47
autor: Pablito886
Zacząłem troche myśleć o azotowaniu tych wkładek matryc, tylko ,że głębokość azotowania jest stosunkowo mała. Myśliscie ,że taka warstwa zda egzamin? Z drugiej strony tu nie bedzie dużych nacisków powierzchniowych... Znacie europejskie oznaczenia stali stosowanych do azotowania?:)
Pozdrawiam
: 17 sty 2010, 11:32
autor: WZÓR
Witam
..czy moglibyście zerkąć na ten projekt wypowiedzieć swoje ew. uwagi?:) ...
projekt jest OK, podoba mi się.
...trzeba zabezpieczyć gwinty przed hartowaniem a to jest chyba dość trudna operacja poza tym nigdy nie wiadomo co stanie sie z gwintem po hartowaniu....
przy hartowaniu nic by im się nie stało.
...Znacie europejskie oznaczenia stali stosowanych do azotowania?:) ...
38HMJ norma PN,
~41CrAlMo7 norma EN,
: 17 sty 2010, 14:05
autor: Pablito886
Dzieki wielkie:)