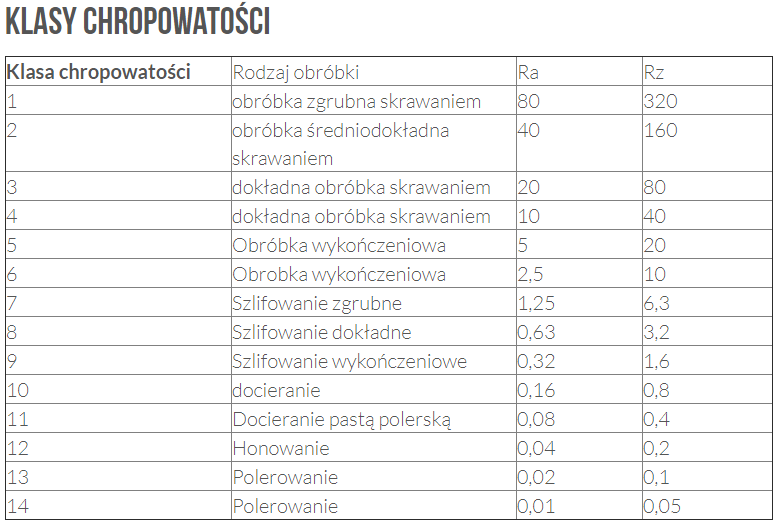
Spędziłem już trochę czasu nad tematem oznaczania chropowatości i dotąd nie mogę dojść do ostatecznych wniosków. W literaturze, np. w "Małym poradniku mechanika" wartości chropowatości są w tabelkach takich jak ta z neta:
Jednak w większości rysunków wykonawczych ciągle spotyka się oznaczenia Ra 6,3, Ra 3,2, Ra 1,6, Ra 0,8. Nawet mnie tak uczyli na studiach ale jakoś nie drążyłem tematu. Więc jak to jest? Czy pisząc "Ra 6,3" konstruktor nie wie co pisze i ma na myśli Rz 6,3 (czyli 7 klasa chropowatości), czy jest to poprostu skrót aby pominąć 0 i przecinek (czyli rysunkowe "Ra 6,3" oznacza tak naprawdę Ra 0,63; Ra 3,2 to literaturowe Ra 0,32)?
Re: Jak to jest z tą chropowatością?
: 06 maja 2020, 16:44
autor: jasiu...
tu masz wytłumaczone:
Re: Jak to jest z tą chropowatością?
: 07 maja 2020, 07:55
autor: Wiktor57
sharku111 pisze:Czy pisząc "Ra 6,3" konstruktor nie wie co pisze i ma na myśli Rz 6,3 (czyli 7 klasa chropowatości), czy jest to poprostu skrót aby pominąć 0 i przecinek (czyli rysunkowe "Ra 6,3" oznacza tak naprawdę Ra 0,63; Ra 3,2 to literaturowe Ra 0,32)?
To tak jakby sprzedawca w Polsce wystawił na towarze cenę 100 a myślał o 100 $. Takie myślenie w technice jest niedopuszczalne. Tu informacje muszą być konkretne i jednoznaczne. Kiedyś u nas podstawowym parametrem było Ra i wtedy przy oznaczeniu wystarczyło podać samą liczbę np. 1.25. W innych krajach często podstawowym był Rz. Po wejściu do UE nasze normy musieliśmy dostosować do europejskich, stąd obecnie mogą występować zarówno Ra jak i Rz. Wprowadzono wtedy również w oznaczeniach podawanie jaki to parametr np.: Ra 1.25 lub Rz 6,3. W przypadkach wątpliwości czy sporu powinna decydować norma. W tym przypadku PN-En ISO 1302; 2004.
Re: Jak to jest z tą chropowatością?
: 07 maja 2020, 11:38
autor: sharku111
Gdybym miał tylko dostęp do normy.. No ale dobra. To jeszcze dopytam praktyków i technologów, bo nigdzie nie znalazłem tej informacji. Jak dobierać wymóg chropowatości dla powierzchni pasowanych? Domyślam się, że pasowania ciasne mają niższe Ra (np. jakie?), niż luźne, bo pewność wcisku wynika chyba z odchyłek a nie z jakości powierzchni. W książce "Konstrukcja przyrządów i urządzeń precyzyjnych" Mrugalskiego jest wypis z włoskiej normy UNI -3963/2 która przyporządkowuje Ra na podstawie średnicy wałka i klasy dokładności IT. No ale idąc tym tokiem rozumowania powierzchnia pasowana na p6, będzie mieć takie samo Ra co przy e6. Jak Wy dobieracie wielkość Ra do sytuacji?
Gdybym miał tylko dostęp do normy.. No ale dobra. To jeszcze dopytam praktyków i technologów, bo nigdzie nie znalazłem tej informacji. Jak dobierać wymóg chropowatości dla powierzchni pasowanych?
A skąd taka zależność? Nie zauważyłem szczególnie, żeby to miało istotny związek. Chropowatość powierzchni jest pośrednio powiązana z dokładnością wykonania - tzn jeśli chcesz pasować wymiary w klasie 5 czy 6 to wiadomo, że technika uzyskania tych dokładności gwarantuje chropowatość w wyższej klasie, ale akurat jak wejść w pasowania ciasne, to chropowatość może jest istotna na styku minimalnego wcisku - ale jak wałki na r czy s będziesz pchał do zwykłego H7 czy wręcz P7 , to powierzchnia de facto znika
Re: Jak to jest z tą chropowatością?
: 09 maja 2020, 10:00
autor: jasiu...
A ja tu się trochę nie zgodzę. Tylko trochę. Jeśli masz połączenia wciskane, to zupełnie inaczej osadza się dwa elementy z gładką powierzchnią, niż dwa elementy z powierzchnią szorstką, mimo że oba wymiarowo są takie same. Przykładowo, jeśli używasz obróbki nożem tokarskim i stosujesz wysokie prędkości skrawania (płytka z węglika), to powierzchnia jest gładka i np. łożysko łatwiej wchodzi. Możesz dodatkowo "przelecieć papierkiem". To samo możesz wykonać na małych prędkościach skrawania, np. nożem z HSS (oczywiście poniżej granicy tworzenia się narostu) i masz wtedy powierzchnię matową. Wymiar dokładnie ten sam, ale...