Edycja Postprocesor Sinumeric 840d 5 osi W NX10
: 15 paź 2018, 12:47
Witam,
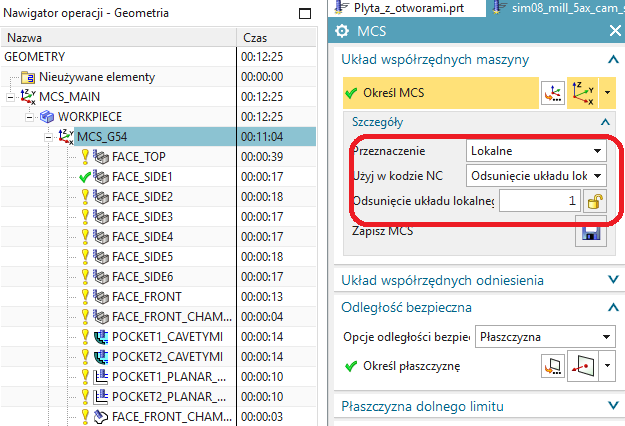
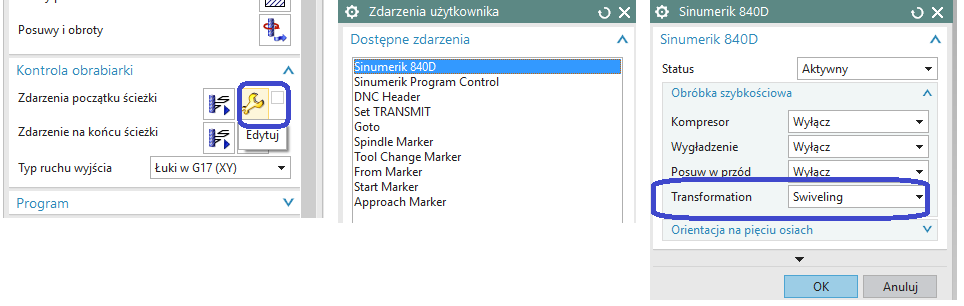
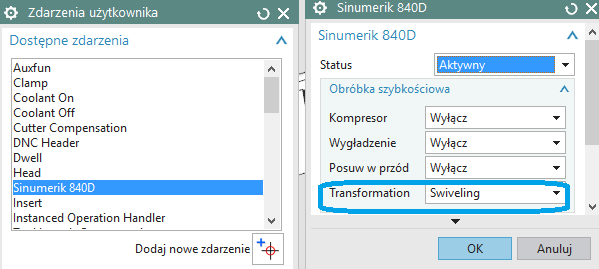
Potrzebuje pomocy w edycji postprocesora na maszynę DMU 50 ze sterowaniem Sinumeric 840d. Mam jednorazowo wdrożyć detal a nie mam doświadczenia z tym sterowaniem.. Korzystam ze standardowego posta w NX MILL_5_AXIS_SINUMERIK_ACTT_MM ale on generuje obróbkę ustawczą (3+2) za pomocą funkcji TRAORI. A to stwarza problem podczas ustawienia osi obrotowych (zazwyczaj wyjeżdża na krańcówkę). Wydaj mi się ze powinien najpierw obrócić osie za pomocą innych funkcji np.CYCLE800 (analogicznie do HH funkcja PLANE) dojechać do przedmiotu i dopiero wtedy włączyć funkcje TRAORI jeśli jest to obróbka symultaniczna a jeśli ustawcza to wykonywać obróbkę trzy osiową . Przykład wygenerowanej obróbki 3+2 poniżej.
Proszę o podpowiedz jak zmienić posta w postbulder żeby generował cycle800 przy obróbce indeksowanej.
Jeśli ktoś będzie chciał podzielić się fragmentem wygenerowanego kodu jako przykład obróbki indeksowanej i symultanicznej to będę wdzięczny.
Wszelkie uwagi w temacie są mile widziane.
Pozdrawiam
10 ;Start of Program
N20 ;
N30 ;PART NAME :C:\Users\rafal\Desktop\VARIABLE_STREAMLINE\Rotor_program_CNC_zop.prt
N40 ;DATE TIME :Mon Oct 15 12:30:29 2018
N50 ;
N60 DEF REAL _camtolerance
N70 DEF REAL _X_HOME, _Y_HOME, _Z_HOME, _A_HOME, _C_HOME
N80 DEF REAL _F_CUTTING, _F_ENGAGE, _F_RETRACT
N90 ;
N100 G40 G17 G710 G94 G90 G60 G601 FNORM
N110 ;Start of Path
N120 ;
N130 ;TECHNOLOGY: METHOD
N140 ;TOOL NAME : FREZ_10
N150 ;TOOL TYPE : Milling Tool-5 Parameters
N160 ;TOOL DIAMETER : 25.000000
N170 ;TOOL LENGTH : 75.000000
N180 ;TOOL CORNER RADIUS: 2.500000
N190 ;
N200 ;Intol : 0.030000
N210 ;Outtol : 0.030000
N220 ;Stock : 0.000000
N230 _camtolerance=0.060000
N240 _X_HOME=0.0 _Y_HOME=0.0 _Z_HOME=0.0
N250 _A_HOME=0 _C_HOME=0
N260 ;
N270 ;
N280 ;Operation : PLANAR_MILL
N290 ;
N300 TRAFOOF
N310 SUPA G0 Z=_Z_HOME D0
N320 SUPA G0 X=_X_HOME Y=_Y_HOME A=_A_HOME C=_C_HOME D0
N330 ;First Tool
N340 T="FREZ_10"
N350 M6
N360 MSG("METHOD")
N370 TRAFOOF
N380 SUPA G0 Z=_Z_HOME D0
N390 SUPA G0 X=_X_HOME Y=_Y_HOME A=_A_HOME C=_C_HOME D0
N400 ;
N410 ;Initial Move
N420 CYCLE832(_camtolerance,0,1)
N430 TRAORI
N440 G54
N450 ;
N460 ORIWKS
N470 ORIAXES
N480 G0 A90. C-150.
N490 AROT X-90.
N500 AROT Y-30.
N510 AROT Z180.
N520 G0 X-22.69804 Y173. Z55. S0 D0 M3
N530 ;Approach Move
N540 Z.6
N550 ;Engage Move
N560 G1 Z-2.4 M8 F250.
N570 Y198.
N580 ;Cutting
N590 Y226.
N600 ;Retract Move
N610 Y251.
N620 Z.6
N630 ;Departure Move
N640 G0 Z55.
N650 ;End of Path
N660 TRANS X0 Y0 Z0
N670 TRAFOOF
N680 SUPA G0 Z=_Z_HOME D0
N690 SUPA G0 X=_X_HOME Y=_Y_HOME A=_A_HOME C=_C_HOME D0
N700 CYCLE832()
N710 M5
N720 ;End of Program
N730 M30
Potrzebuje pomocy w edycji postprocesora na maszynę DMU 50 ze sterowaniem Sinumeric 840d. Mam jednorazowo wdrożyć detal a nie mam doświadczenia z tym sterowaniem.. Korzystam ze standardowego posta w NX MILL_5_AXIS_SINUMERIK_ACTT_MM ale on generuje obróbkę ustawczą (3+2) za pomocą funkcji TRAORI. A to stwarza problem podczas ustawienia osi obrotowych (zazwyczaj wyjeżdża na krańcówkę). Wydaj mi się ze powinien najpierw obrócić osie za pomocą innych funkcji np.CYCLE800 (analogicznie do HH funkcja PLANE) dojechać do przedmiotu i dopiero wtedy włączyć funkcje TRAORI jeśli jest to obróbka symultaniczna a jeśli ustawcza to wykonywać obróbkę trzy osiową . Przykład wygenerowanej obróbki 3+2 poniżej.
Proszę o podpowiedz jak zmienić posta w postbulder żeby generował cycle800 przy obróbce indeksowanej.
Jeśli ktoś będzie chciał podzielić się fragmentem wygenerowanego kodu jako przykład obróbki indeksowanej i symultanicznej to będę wdzięczny.
Wszelkie uwagi w temacie są mile widziane.
Pozdrawiam
10 ;Start of Program
N20 ;
N30 ;PART NAME :C:\Users\rafal\Desktop\VARIABLE_STREAMLINE\Rotor_program_CNC_zop.prt
N40 ;DATE TIME :Mon Oct 15 12:30:29 2018
N50 ;
N60 DEF REAL _camtolerance
N70 DEF REAL _X_HOME, _Y_HOME, _Z_HOME, _A_HOME, _C_HOME
N80 DEF REAL _F_CUTTING, _F_ENGAGE, _F_RETRACT
N90 ;
N100 G40 G17 G710 G94 G90 G60 G601 FNORM
N110 ;Start of Path
N120 ;
N130 ;TECHNOLOGY: METHOD
N140 ;TOOL NAME : FREZ_10
N150 ;TOOL TYPE : Milling Tool-5 Parameters
N160 ;TOOL DIAMETER : 25.000000
N170 ;TOOL LENGTH : 75.000000
N180 ;TOOL CORNER RADIUS: 2.500000
N190 ;
N200 ;Intol : 0.030000
N210 ;Outtol : 0.030000
N220 ;Stock : 0.000000
N230 _camtolerance=0.060000
N240 _X_HOME=0.0 _Y_HOME=0.0 _Z_HOME=0.0
N250 _A_HOME=0 _C_HOME=0
N260 ;
N270 ;
N280 ;Operation : PLANAR_MILL
N290 ;
N300 TRAFOOF
N310 SUPA G0 Z=_Z_HOME D0
N320 SUPA G0 X=_X_HOME Y=_Y_HOME A=_A_HOME C=_C_HOME D0
N330 ;First Tool
N340 T="FREZ_10"
N350 M6
N360 MSG("METHOD")
N370 TRAFOOF
N380 SUPA G0 Z=_Z_HOME D0
N390 SUPA G0 X=_X_HOME Y=_Y_HOME A=_A_HOME C=_C_HOME D0
N400 ;
N410 ;Initial Move
N420 CYCLE832(_camtolerance,0,1)
N430 TRAORI
N440 G54
N450 ;
N460 ORIWKS
N470 ORIAXES
N480 G0 A90. C-150.
N490 AROT X-90.
N500 AROT Y-30.
N510 AROT Z180.
N520 G0 X-22.69804 Y173. Z55. S0 D0 M3
N530 ;Approach Move
N540 Z.6
N550 ;Engage Move
N560 G1 Z-2.4 M8 F250.
N570 Y198.
N580 ;Cutting
N590 Y226.
N600 ;Retract Move
N610 Y251.
N620 Z.6
N630 ;Departure Move
N640 G0 Z55.
N650 ;End of Path
N660 TRANS X0 Y0 Z0
N670 TRAFOOF
N680 SUPA G0 Z=_Z_HOME D0
N690 SUPA G0 X=_X_HOME Y=_Y_HOME A=_A_HOME C=_C_HOME D0
N700 CYCLE832()
N710 M5
N720 ;End of Program
N730 M30