Strona 1 z 1
Postprocesor fanuc
: 08 lut 2018, 19:58
autor: MetalSky
Chodzi mi o coś takiego, nie mamy kropek oraz x albo są osobno albo tylko x i y. Gdzie mogę w postbuilderze ustawić cos takiego?
-200Y163
X-183Y172
X-165Y178
X-151Y186
X-135Y193
X-119Y199
X-103Y202
X-87Y205
X-72Y207
X-57Y211
X-41Y213
X-27Y214
X-12Y278
X-1971Y335
G18Z500F3000
G00Z2987
G17X-383Y3408
G18Z-2687
G01Z-1000F600
G17X76Y154F1200
X225Y386
X255Y373
X135Y169
X153Y191
X317Y344
X345Y324
X370Y299
X396Y277
X409Y244
X94Y48
X3Y2
X2Y3
X2Y3
X1Y4
X1Y3
Re: Postprocesor fanuc
: 08 lut 2018, 22:11
autor: mateu5
Możesz jaśniej napisać co chcesz osiągnąć ?
Re: Postprocesor fanuc
: 08 mar 2018, 13:10
autor: MetalSky
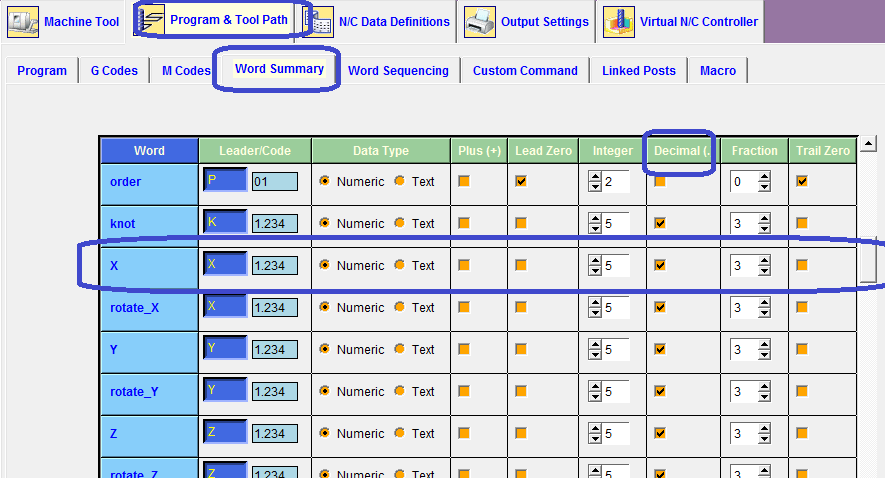
Chodzi mi o generowanie kodu ale bez kropki w zapisie "tysięcznym" - nie wiem jak to poprawnie nazwać..
Re: Postprocesor fanuc
: 09 mar 2018, 20:29
autor: nxcam
- formatowanie słów znajdziesz tutaj:
Re: Postprocesor fanuc
: 08 paź 2024, 13:09
autor: jan_kowalski202020
Cześć a można zrobić cos takiego w trzy osiowym postp. Chodzi mi oto żeby generowało w każdej linijce G00 lub G01
*
G90G17G21
T1 M6
S2000 M3
G00 X0.000 Y0.000 Z20.000 F6000
G00 X639.430 Y36.988 Z20.000
G00 X639.430 Y36.988 Z3.000
G01 X639.430 Y36.988 Z-0.999 F300
G01 X639.638 Y37.275 Z-0.999 F600
G01 X639.901 Y37.655
G01 X640.097 Y37.952
G01 X640.343 Y38.344
G01 X640.388 Y38.416
G03 X644.365 Y37.345 R7.920
G01 X651.380 Y37.345
G01 X651.380 Y32.070
G01 X633.917 Y32.070
G01 X633.986 Y32.110
G01 X634.292 Y32.292
G01 X634.683 Y32.538
G01 X634.980 Y32.734
G01 X635.360 Y32.997
G01 X635.647 Y33.206
G01 X636.014 Y33.486
G01 X636.293 Y33.708
G01 X636.915 Y34.237
G01 X637.256 Y34.549
G01 X637.513 Y34.795
G01 X637.840 Y35.122
G01 X638.086 Y35.379
G01 X638.398 Y35.720
G01 X638.631 Y35.987
G01 X638.927 Y36.342
G01 X639.150 Y36.621
G01 X639.430 Y36.988
G01 X642.316 Y41.829
M30
*
a generuje mi tak
G90G17G21
T1 M6
S2000 M3
G0X373.6 Y251.309
G1 Z-1. F300.
G2 X374.909 Y250. R22.4 F600.
X373.6 Y251.309 R22.4
X372.291 Y250. R22.4
X373.6 Y248.691 R22.4
X374.241 Y249.359 R22.4
G1 X377.069 Y246.531
G2 X381.897 Y250. R18.4
X373.6 Y258.297 R18.4
X365.303 Y250. R18.4
X373.6 Y241.703 R18.4
X377.069 Y246.531 R18.4
G1 X379.898 Y243.702
G2 X390.08 Y247.92 R14.4
G1 X439.52
G2 X445.924 Y246.417 R14.4
G1 X447.703 Y250.
G2 X454.595 Y244.07 R18.4
G1 Y255.93
M30
Re: Postprocesor fanuc
: 08 paź 2024, 20:02
autor: mateu5
Stwórz procedurę którą podepniesz np. na początku operacji i napisz w niej:
MOM_force always G_motion
Możesz też w wejść w ruch liniowy oraz kołowy i tam gdzie widzisz swój kod G0/G1/G2/G3 wejdź w ich edycję i odznacz "modalny"
Jeśli dodatkowo chcesz zamienić łuki na ruchy liniowe to najprościej w nx'ie ustawić wyjście łuków jako liniowy.