Postprocesor Fanuc
: 04 sie 2017, 23:50
Witam wszystkich, jestem nowym forumowiczem pomimo że dość często zaglądam tu w poszukiwaniu info.
Założyłem temat ponieważ nie znalazłem nic w o podobnym temacie.
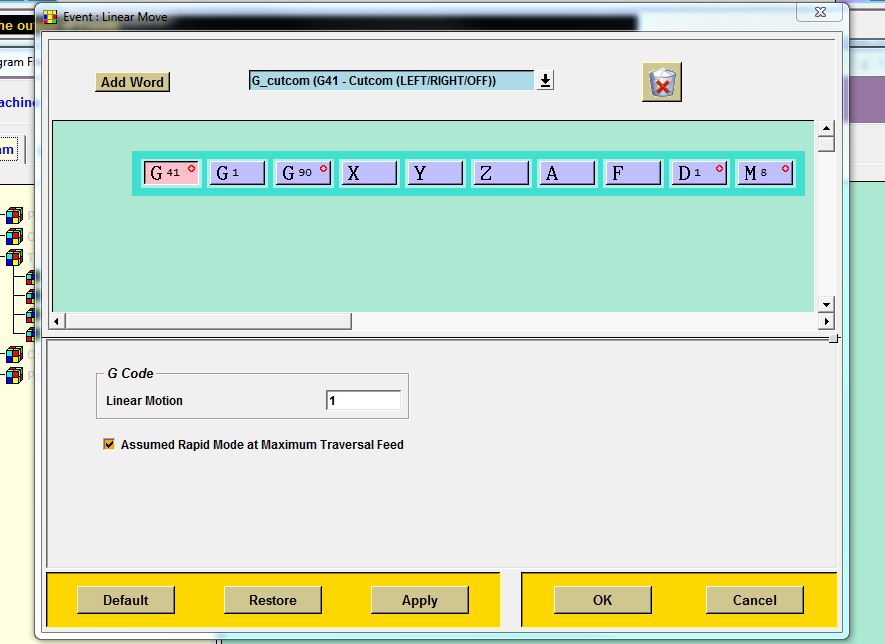
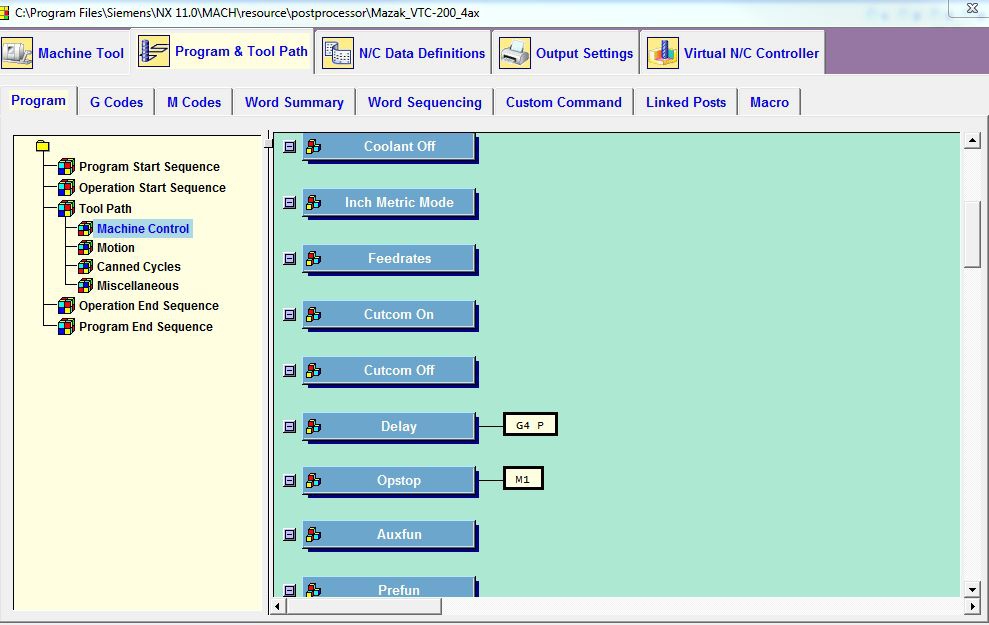
Mam problem z edycją postprocesora na Fanuca chodzi o odwołanie korekcji narzędzia na końcu ścieżki czyli G40. W moim postprocesorze G40 jest wstawiane w osobnej linii poprzedzającej ruch w x,y i maszyna krzyczy że nie może odwołać korekcji. Ręcznie na maszynie wstawiłem to G40 do następej lini w ruchu roboczym czyli linia wyglądała G01 G40 +X..... +Y...... wtedy maszyna normalnie odwołuje korekcję. chciałbym to zmienić ponieważ jak się robi kilka detali dziennie i to jeszcze z korekcją to strasznie dużo czasu na poprawki się marnuje.
Czy ktoś wie gdzie w post buliderze mogę zmienić aby generowało odwołanie razem z ruchem liniowym?
Założyłem temat ponieważ nie znalazłem nic w o podobnym temacie.
Mam problem z edycją postprocesora na Fanuca chodzi o odwołanie korekcji narzędzia na końcu ścieżki czyli G40. W moim postprocesorze G40 jest wstawiane w osobnej linii poprzedzającej ruch w x,y i maszyna krzyczy że nie może odwołać korekcji. Ręcznie na maszynie wstawiłem to G40 do następej lini w ruchu roboczym czyli linia wyglądała G01 G40 +X..... +Y...... wtedy maszyna normalnie odwołuje korekcję. chciałbym to zmienić ponieważ jak się robi kilka detali dziennie i to jeszcze z korekcją to strasznie dużo czasu na poprawki się marnuje.
Czy ktoś wie gdzie w post buliderze mogę zmienić aby generowało odwołanie razem z ruchem liniowym?